Рад оживлению ветки. Щас мы тут помучаемся с MDX-15.
NiKiForOff
>посколько глубокие полости все-равно забиты и не вымываются
Со смазкой все будет вычищаться на ура. У меня по крайней
мере никогда не было никаких проблем с забившимися
углами. Достаточно чтобы хоть чуть чуть попала смазка
и стружка уж никак не прилипнет. Может быть потому
что я использую спиртово-водо-мыльную смесь.
Единственная проблема что нужно постоянно следить
за станком и подливать через каждые 5-10 минут.
Стружка в перемежку со смазкой набухает некой
такой подушкой. В этой подушке и работает фреза.
Это нормально. Но если стружки совсем много, то
можно отсосать ее обыкновенным пылесосом.
Отсасывается хорошо, но опять же следить
приходится все время за стружкой.
Я пробовал приделать нечто вроде капельницы - работает
не плохо, но конструкция сопливая оказалась. Нужно
хороший дозатор капель пристроить и тогда можно
оставлять станок на много часов без присмотра.
Без смазки пилить можно, но тогда уж точно мучения
будут с вычищением стружки из углов. Совсем это
не приемлемно. Да, WD-40 или любое другое
невязкое масло лушче чем вода. Спасибо, согласен,
буду переходить на масло.
В идеале, смонтировать бы на суппорте, капельницу
для подачи масла, трубу для отсоса стружек и лампочку
для освещения рабочей части и чтоб все это ездило
вместе с фрезой

>Фальшстол сделать в виде ванночки (чтобы смазка
>не попадала на скотч, держащий сам фальшстол)
У меня фальшстол в виде ванночки. Выфрезерован
в куске оргстекла, примерно 20мм толщины. Все вполне
хорошо и удобно получается. Вкладываю заготовку,
и прижимаю парой винтов. Иногда и сама держится.
У меня станадартные заготовки, под них и ванночку
пилил. Единственно что не удобно, для переворота
на другую сторону приходится полностью вынимать
заготовку из ванночки. В идеале саму бы ванночку
превратить в рамку и переворачивать ее всю.
Нечто вроде четвертой оси - то что сделано
в протовизардовской приставке.
А клеи и скотч плохо. Ужасно не удобно,
отлепляется, свигается, растворяется в смазке.
Короче мрак полный. Я один раз только и
попробовал скотч когда станок купил, и сразу
же отказался от этого способа.
Засверленные в заготовке базовые отверстия
конечно лучше, но их же каждый раз сверлить
нужно. Считай отдельная лишняя операция.
>Может ли в восковой заготовке быть внутреннее напряжение?
У меня никогда ничего подобного не происходило.
Настораживает что Вы используете фиолетовый воск.
Насколько я знаю фиолетовый не подходит для резьбы
станком. Он предназначен для резки ножом.
Для фрезы подходит только зеленый воск, ну или
специальные станочные сорта, вроде красно-рыжего.
Эти воски очень хрупкие так что стужка легко отскакивает.
А фиолетовый вязкий, в нем фреза может вязнуть
и переводить энергию в тепло. Отсюда и ведет заготовку.
Впрочем это моя догадка.
Скорее наоборот. Я удивляюсь как заготовка совсем не коробится,
особенно в конце операции резки, когда деталь практически
весит на очень тонких поддерживающих штырьках.
Я по началу закладывал в дизайн довольно толстые поддерживающие
элементы. Потом понял что это не обязательно. Например медальенчик
30-40 мм в диаметре можно подвесить в трех или четырех
местах на тонких переходах примерно в 1x1мм и длинной
1-2 мм. и ничего не коробится и деталь не вываливается
и никаких дефектов не видно.
>Есть ли другой вариант борьбы с тормознутостью Моделы?
Вопрос актуален. Могу только поделиться своими примитивными
приемами. Поскольку я режу плоские детали, то обрабатывать
приходится только две стороны. А значит в дизайне вообще
говоря не нужны всякие вертикальные стенки, а только
горизонтальные. Я удаляю такие ненужные элементы, это
облегчает жизнь моделе ибо ей считать проходится меньше.
Дизайн выглядит как набор трафаретов.
Но если использовать много плавной геометрии, (шарики
цилиндры) то никакие ухищрения не спасут. В целом
если объем STL файла больше пары мегабайт - он
Моделле не по зубам.

Вывести на станок можно допустим через Mach3.
Но чем бы недорогим (или бесплатным) качественно
расчитать траекторию ?
Svirt,
На счет разницы в качестве при проходах с шагом 0.05 или 0.025мм.
Я согласен что чем меньше тем качественнее. Но стоит ли оно
удвоения(!) времени ?! Вы сами подтвердили что разница
не существенная. Вот и экономлю время на проходах в
0.05мм и ищу нормальный софт
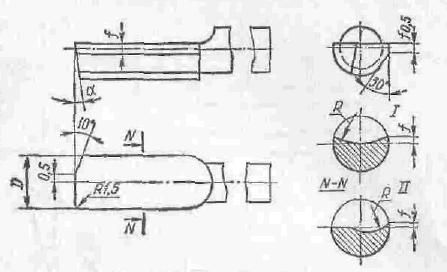
Да вы правы, я имел в виду гравер. Вроде того что Вы
показали на рисунке. Я с ним не работал. Я вообще только
пирамидкой пилю. Фрезы то есть всякие, но к изучению
не приступал. Буду благодарен если расскажете чем и как
лучше резать.
Допустим такой пример. Плоская деталь 30x30мм(медальенчик),
максимальная глубина рельефа 3мм. Я режу 3-х гранной
пирамидкой 7.5 градуса с плоским притуплением в 0.127мм.
За один перекрестный X+Y проход на максимально подаче 15,
с дискретностью сетки 0.05мм. Это занимает около 90минут.
Качество приемлемое, но цифровая сетка видна.
Приходится дорабатывать на воске или даже в металле.
А какие Вы посоветуете режимы и особенно фрезы ?
Очень хочется поднять качество поверхности, типы фрез
и время не в счет.
NikiForOff, вы код станка расхакали ?!

Или есть официальное
описание кода ? Поделитесь плиз, документацией. Было бы
интересно. Можно написать мелкие прибамбашки чтобы
удобнее было фрезу позиционировать, например.
А то Модела и в этом деле какая то убогая