вот несколько фоток с конкурса:
Апр29
Вторник
Текущее время Вт Апр 29, 2025 13:27
https://www.traditionrolex.com/13
Поиск по форуму
►
Поиск по фразе "%D0%BB%D0%BE%D0%BC %D1%81%D0%B5%D1%80%D0%B5%D0%B1%D1%80%D0%B0"
|
Сообщений: 445
Регистрация: 06.06.2006 Откуда: Yakutsk |
|
|
Offline |
|
|
Модератор
Сообщений: 2412
Регистрация: 24.12.2004 |
На форуме уже есть ответы на некоторые вопросы по этому аппарату.
Но все они довольно таки размазанные по всем темам... Попытался собрать все в кучу... вот что получилось, очередной и последний мой реферат... В России купить можно его тут.. Стоимость на текущий момент так же можно узнать в представительстве Роланда. Коротко... Это не станок в прямом смысле этого слова. Это аппарат для "фрезеровки-гравировки" воска и модельных пластиков. На столе занимает места по миниммуму, как принтер, компутер "видит" его тоже как принтер. 
Дверку "холодильниковского" типа лучше сразу снять.. мешает. Как видно на нижней фото... не один я дверку снял ))) Работает тихо... 
Привод по осям, ременный-зубчатый. Моторы шаговые "Tamagawa" Шпиндель... цанга разрезная, на 2 части... так себе, но достаточно точная. Мотор шпинделя, 100вт, безколлекторный.. до 20 000 об. Скорость подачи.. для нормальной чистоты поверхности 7-10 мм сек. для идеальной 3-5мм сек. Выше 15мм сек... трясется и болтается на резиновых ножках, как припадошный.))) Если решились покупать, покупайте не с рук у незнакомцев это раз. Если все еще желание не пропало ... Спросите про гарантию, и информационную поддержку это два. ( пообещают.. в лучшем виде, не сомневайся ))) Пробовать в действии станок никто не даст, если это не выставочный экземпляр, станок идет в транспортном положении, с прикрученными кронштейнами, и пломбами.. на вид пломбы-бумажки вроде несерьезные, но один хрен, как ни старался я их аккуратно отцепить, все равно оторвались пополам. В комплекте нет цанги на 3мм, она продается отдельно, в комплекте с 4.5.6мм... тоже могут пригодится... Спросите цангу на 3.175мм... выбор инструмента с таким хвостовиком богаче. На крепежный элемент для восковых свечек, можно не смотреть... гуано полное. Сразу нужно понять, что от самостоятельного изготовления крепежных приспособ не уйти, вариантов-море! Это лишь один из вариантов- эксперементальный... 
Кто-то делает так... 
А потом зачем-то так.. )))))) 
Повортная ось... это отдельная песня ))))))))))))))) Но не бойтесь ... она хорошая... хотя и слабая и установлена криво.. в заводской установке она стоит в среднем положении, в любом случае придется сместить ее в крайнее левое положение. В "холодном" состоянии, она немного "люфтит" если тихонько повертеть пальцами за планшайбу крепежную... чуствуется небольшой люфт. Этот люфт исчезает через 30 минут работы, когда внутренности поворотной оси прогреваются, и все температурные расширения достигли заданной величины. При автоматическом повороте на 180, есть риск получить не 180, а 179.9...(примерно))) Полезно запастись микронными стрелочными индикаторами и терпением для выставления оси по координатам XY. Типа так... 
На автоматическую установку нуля по осям Z и Y не расчитывайте... Y ставится один раз.. при калибровке оси. Z... для понта первое время можно пользоваться автоматическим сенсором... быстро... но до первой поломаной фрезы или для первой непонятки- типа куда ноль по Z упал.. а? мля... )))))) Настройтесь использовать другой метод установки нуля по Z... их много. 5й оси не существует для этого станка... ну разве только для мазохистов с транспортиром ))) С панели управления, можно "управлять" перемещением по всем осям, просто нажимая на нужные стрелки, он медленно начинает перемещаться, и через 3 сек.. дико летит в указанном направлении, на максимальной скорости, остановится тогда, когда врежется ))) или когда уберется "палец" с конопки.. 
Можно задать обороты, обнулить в нужной координате, и "послать" станок определять ноль по сенсору в автоматическом режиме. Комбинацией клавишь с панели можно вызвать сервисное меню 
, для ввода коррекции по осям Y Z... для сенсора.. посмотреть временную наработку шпинделя... и все. Софт в комплекте. на выброс.. кроме драйверов. Сканер от 40ки недоступен, хотя разъем есть. Повторяемость позиционирования, (перемещение из заданной точки в контрольную координату и измерение реального перемещения.. и так 7 раз подряд, и расчет по формуле) думаю вряд ли указана будет правильно в документах на этот станок.. но все таки он достаточно точно отправляет инструмент в нужную точку на обрабатываемой модели, при условии, если не нажимать часто на "паузу". Точность позиционирования, для каждой координаты, в одном направлении... с расчетом разницы между реальной и заданной длинной хода, не проводил лично, но если работать на допустимых скоростях до 15мм сек.. то вполне можно избежать и потери шагов от инерции перемещения... Инерционность по оси Z отвратительная.... на выской скорости появляется характерная рябь ... ну и само-собой остается на обрабатываемой поверхности. Итоги и выводы делайте сами.. станков великое множество, у всех свои плюсы и минусы... этот Роланд вот такой ))) |
|
Offline |
|
|
Сообщений: 48
Регистрация: 22.01.2009 Откуда: Питерский |
Я молчать не собираюсь.
правда матка следующая. мощьность http://ru.wikipedia.org/wiki/%D0%AD%D...1%82%D1%8C т.к. нам не важен сдвиг фазы то расчитывать можно Р=U*I остался вопрос в стоимости используемых материалов проволока http://www.astrumspb.ru/pub/prices/nihrom.html трансформатор http://www.chip-dip.ru/product0/317713605.aspx но если вы найдёте такой транс на помойке - чиркните адрес ведь это золотая помойка будет. Да, транс я шибко не искал - первое что попалось, а если мотать самому - долгий расчет (обмоток 1-ой 2-ой, формы сердечника, длины проводов и т.д.) поиск сердечника, приобретение проволоки медной (если есть знакомые на каком заводе может и бесплатно выйдет "за бутылку"). Но я уверен что при мощьности нагревателя 250 Вт (неважно какой длины, сечения и т.д. нагревательная проволока) 1кг ювелирного сплава расплавить НЕРЕАЛЬНО. а насчёт управления - эт ужо капризы. Можно как кипятильник сделать (опять таки если мощность позволяет) - воткнул в разетку напрямую и по свечению (бульканью) металла смотрим температуру, а можно и ПИД регулятор навернуть эт ужо тыщь на 5 (как минимум) будет дороже. так что решайте на чём съэкономить. |
|
Offline |
|
|
Сообщений: 904
Регистрация: 03.07.2007 |
Ну да... действительно... чо это я? в частности |
||||
|
Offline |
|
|
Сообщений: 1666
Регистрация: 16.05.2006 Откуда: Челябинск |
|
|
Offline |
|
|
Сообщений: 23
Регистрация: 26.03.2009 |
здесь ссылки на уроки по Matrix 6.0 на русс. яз. если какая ссылка не работает зайдите вот поэтой ссылке скачайте txt документ там полный список рабочих ссылок http://files.mail.ru/ISID3F
http://letitbit.net/download/67904.67...3.avi.html http://letitbit.net/download/95713.95...2.avi.html http://letitbit.net/download/38701.38...g.avi.html http://letitbit.net/download/97926.97...2.avi.html http://letitbit.net/download/49162.49...L.avi.html http://letitbit.net/download/06491.06..._.avi.html http://letitbit.net/download/85224.85...e.avi.html http://letitbit.net/download/59837.59...3.avi.html http://letitbit.net/download/96695.96...P.avi.html http://letitbit.net/download/50834.50...1.avi.html http://letitbit.net/download/07790.07...9.avi.html http://letitbit.net/download/51645.51...G.avi.html http://letitbit.net/download/37386.37...5.avi.html http://letitbit.net/download/67904.67...0fb1b898ef http://letitbit.net/download/05319.05...y.avi.html |
|
Offline |
|
|
Сообщений: 246
Регистрация: 01.01.2007 Откуда: Мадрид |
Вот тут http://hobby-live.ru/Content/dom/xozy...essor.html и тут
http://www.unrealtech.ru/topic/1589-%...%bc%d0%b8/ полно инфы правильной по компрессорам. Может кому и сгодится. |
|
Offline |
|
|
Сообщений: 188
Регистрация: 15.11.2008 |
Школа огранки алмазов открывает набор слушателей в группу очно-заочного обучения.
Схема обучения выглядит следующим образом: Слушатель по почте получает пособие и выполняет все упражнения. Записывается на очередной очный семинар. Семинар проходит в Москве в два дня (суббота и воскресенье) по 8 академических часов в день. Разбираются наиболее сложные элементы упражнений, дается материал сверх пособия, рассматриваются вопросы слушателей. Возможен вариант - 2 субботы вместо суббота+воскресенье. Наш адрес: Смольная 10а. или fotcat@yandex.ru тел.: 8-909-936-3991 Пособие условно подразделяется на две части: «Базовую часть» и «Упражнения». Базовая часть содержит краткое описание элементов интерфейса системы, список основных команд, а так же пять базовых тем с наглядными иллюстрациями. Этот раздел направлен на формирование основы для дальнейшего изучения системы, понимание принципов работы интерфейса и рабочей области. 
Практическая часть содержит 10 упражнений, в которых подробно разбираются примеры моделирования конкретных ювелирных изделий и их элементов: 1. Простое обручальное кольцо - рассматриваются вопросы предварительной оценки массы изделий, проверки на наличие ошибок и создания STL файлов для вывода на аддитивных установках или станках с ЧПУ. 2. Простой перстень-печатка. 3. Моделирование бриолетты - отрабатывается навык построения объемных тел по точкам, и моделирование вставок. 4. Кольцо с решетчатой структурой 5. Моделирование КР57 - отрабатывается навык построения объемных тел из плоскостей и поверхностей (упр.3 и 5 нацелены на формирование навыков создания любых многогранников, напр. футбольного мяча) 6. Кольцо со вставками по окружности 7. Кольцо с плетеными элементами, создание объектов с родственными связями (напр. одинаковые цветочки и т.п.) 8. Кольцо с бриллиантовой змейкой. 9. Швензы 10. Замок типа "Омега" Упражнения располагаются в порядке возрастающей сложности, как с точки зрения содержания задач, так и с точки изложения материала. В этой связи выполнять упражнения так же рекомендуется последовательно. В конце каждого упражнения даются задания для самостоятельной работы, выполнение которых является необходимым условием для успешного освоения материала. Практический раздел нацелен на освоение принципов и основных способов 3D моделирования в системе Rhino. Примеры страниц пособия 



На семинаре рассматриваются вопросы: 1. Вставка фактур 2. Создание изделий с эмалью и начертание сложных элементов на поверхностях на примере колец всевластия и Louis Vuitton 3. Гоздание пластических объектов 4. Создание сложных кастов на примере Pasquale Bruni И еще кое что. Некоторые темы в картинках: 
Пособие отправляется наложным платежом. Очная группа на март начинает занятия 01.03. Очная группа на апрель начинает формироваться 01.03 |
|
Offline |
|
|
Сообщений: 6
Регистрация: 13.10.2006 |
Современная технология производства металлических отливок по моделям из пенопласта
Владимир Дорошенко dorosh@inbox.ru  , , так производят модели из пенопласта, см. фото примеров ниже. так производят модели из пенопласта, см. фото примеров ниже.
Свыше 75% отливок металлических деталей получают, используя песчаные формы, которые при заливке в них металла выделяют газы, в основном состоящие из продуктов испарения и горения связующих материалов формовочного песка. Предприниматели мало знают об экологически чистой технологии получения металлических отливок высокой точности и сложности – литье по моделях из пенопласта, называемой литьем по газифицируемым моделям (ЛГМ), англоязычное название ЛГМ - Lost Foam Casting Process дословно означает процесс литья при потере пены, подразумевая использование пенопластовой модели. Между тем, за 50 лет со времени своего возникновения годовой объем производства отливок в мире этим способом достиг 1,5 млн. тонн. В литейном деле наиболее точные отливки получают по моделям разового применения. Если при литье в песчаные формы применяют одноразовые формы, то теперь пришло время одноразовых моделей из пенопласта. Они похожи на упаковку для телевизора, которые массово штампуют на автоматах. По примерно такой же технологии изготавливают модели из пенопласта для отливок из металла. Для серии отливок такие модели изготавливают вдуванием гранул пенополистирола в алюминиевые пресс-формы (многоместные для мелких моделей) с последующим вспениванием и спеканием гранул путем нагрева пресс-форм в течение нескольких минут до ~130°С. Алюминиевые пресс-формы можно изготавливать точным литьем, но чаще это делается путем механообработки. По пресс-формам можно изготовить тысячи и более пенопластовых моделей. Для разовых и крупных отливок весом до нескольких тонн модели вырезают из плит пенопласта нагретой нихромовой проволокой по шаблонам или на гравировально-фрезерных станках с ЧПУ. Затем полистироловую модель покрывают быстросохнущей краской с порошком-огнеупором, склеивают с пенопластовым литником, помещают в контейнер, где засыпают ее сухим песком, и заливают расплавленным металлом через этот литник. При заливке полистирол испаряется («теряется пена»), и модель замещается металлом. При этом металл затвердевает в виде отливки в неподвижном песке, который, облегая модель при засыпке песка (формовке), принял форму зеркального отображения этой отливки. Образующиеся при заливке металла газы из контейнера отсасывают насосом – разрежение поддерживают примерно на уровне 0,5 атм, одновременно это разрежение уплотняет и удерживает в неподвижном состоянии песок в процессе замещения модели металлом. Затем газы через трубу вакуумной системы подают для утилизации и обезвреживания в систему термо-каталитического дожигания. Там они окисляются примерно на 98%, и в виде водяного пара и двуокиси углерода выбрасываются в атмосферу за пределами помещения цеха. Традиционные формы со связующим после заливки металлом дымят в помещении, как ни вентилируй рабочую зону цеха, а удаление газов из сухого песка насосом в 10-12 раз снижает показатели загрязнений воздуха рабочей зоны цеха по сравнению с литьем в традиционные песчаные формы согласно проведенным измерениям концентраций примесей в воздухе цеха. Формовочный кварцевый песок после извлечения остывшей отливки из формы благодаря его высокой текучести обычно транспортируют по закрытой системе трубопроводов пневмотранспорта, исключающей распыление его в цехе. Примерно треть его поступает в установку терморегенерации, где он освобождается от остатков конденсированных продуктов деструкции пенополистирола, а затем, смешиваясь с остальной частью, после охлаждения в проходных закрытых охладителях подается опять на формовку. В результате потери оборотного песка не превышают нескольких процентов - это просыпи, унос с отсасываемыми газами и т.п. Значительную часть бункеров, трубопроводов и оборудования комплекса по охлаждению и складированию оборотного песка обычно монтируют за пределами помещения цеха у внешней его стены, при этом сухой песок, который не боится мороза, быстрее охлаждается на открытом воздухе. Изолирование в закрытых трубопроводах потока песка, отсасывание из формы и последующее дожигание газов в сочетании с чистым модельным производством дает возможность создать экологически чистые цеха высокой культуры производства. Экологическая безопасность технологического процесса обеспечивается также исключением из него токсичных связующих веществ и большого объема формовочных и стержневых песчаных смесей (обычно от 2 до 4 т отработанной смеси со связующим веществом идет в отвал на 1 т литья), а также их транспортировки и выбивки отливок. Например, 1 куб. м пенополистирола модели весит 25 кг. Если он замещается 7 т жидкого чугуна, то при этом на 1 т литья расходуется 25/7=3,6 кг полимера. А в формах из смоляных холодно-твердеющих смесей при потреблении 3% связующего вещества на 3 т смеси, которая требуется для 1 т литья, расход связующего полимера составляет 0,03х3000=90 кг, что в 90/3,6=25 раз больше. Полученная отливка, имеет высокую точность и конкурентный товарный вид. Держа в руках легкую модель, можно увидеть и промерить по всей конфигурации будущую отливку и скорректировать ее возможные огрехи, что при обычной формовке для сложных с несколькими стержнями отливок не сделать. Модель из пенопласта легче отливки из чугуна в 7000/25=280 раз, возьмешь ее в руки – будто держишь пустоту, которая затем превращается в металл. Наши литейщики не привыкли к таким технологическим возможностям и такому качеству литья, так как стереотипы, заложенные еще в институтах, тормозят понимание потенциала этой технологии. В ней отсутствует вонь от горелых связующих полимеров, нет заливов по разъему формы (разъемов не имеется) и смещения стержней и форм при сборке, т. к. отсутствуют сами стержни со всеми проблемами их производства и выбивки. Производственные участки - модельный, формовочный, плавильный, очистной имеют примерно одинаковые площади и оснащаются простым оборудованием. Так как модели помещают в сухом песке в контейнере, стоящем на вибростоле, где песок уплотняют около 1-1,5 минут, то отпадает надобность в высокоточных формовочных машинах прессования и устройствах сборки форм. Акцент перенесен на изготовление легчайших моделей с плотностью материала 25-26 кг/куб. м, которое обычно доверяют женским рукам. Для серийного производства отливок используются полуавтоматы, цикл производства пенопластовых моделей на которых составляет около трех минут. Они позаимствованы из упаковочной отрасли, где их используют для производства фасонной упаковки, легкой тары, а также декоративных панелей и элементов фасада зданий. Условия труда, подобные условиям упаковочного производства, вытесняют образ старой задымленной «литейки». Таким способом получают отливки из чугуна и стали всех видов, бронзы, латуни и алюминия всех литейных марок. В ящике на «елке или кусте» могут сразу лить десятки отливок, как в ювелирном производстве, с почти ювелирной точностью. До 90% отливок можно применять без последующей механической обработки. Описанная технология весьма экономична в сравнении с традиционной. На 1 т литья расходуют 50 кг кварцевого песка, 25 кг противопригарных покрытий, 6 кг пенополистирола и 10 кв. м полиэтиленовой пленки. Низкие затраты на модельно-формовочные материалы позволяют экономить не менее $100 на 1 т литья, размещение отливок по всему объему контейнера позволяет получать 70-80% годного литья, экономия шихты металла составляет 250-300 кг, электроэнергии - 100-150 кВт.ч, масса отливок снижается на 10-20% по сравнению с традиционной опочной формовкой. Крупная экономия получается при литье сложных отливок из износостойких сталей (траки и детали гусениц, бронефутеровок, корпусные детали) так как резко снижаются затраты на их механообработку. Льют без ограничений на конструкции и конфигурации колеса, звездочки, головки и блоки цилиндров, патрубки бензиновых и дизельных двигателей, коленвалы, и др. Капитальные затраты на организацию и ввод в эксплуатацию производства сокращаются в 2-2,5 раза. Опыт запуска участков производительностью до 50-150 т/месяц показал, что срок их окупаемости не превышал 1,5 года. Можно размещать такие участки при кузнях, термических и ремонтных цехах. Если создавать или реконструировать «литейку», то литье в моделях из полистирола – тот бизнес, где металл своим оборудованием и рабочей силой переводится в конкурентный товар. Страны, где металл производят из собственных руд путем углубленной его переработки, обретают шанс опередить конкурентов. Сегодня килограмм черного металла (в рядовом прокате, чушках, ломе) стоит в среднем $0,5, килограмм изделий из металла в автомобиле или танке стоит уже $50…100, а в самолете — $1500…2000. Замена экспорта продукции металлургии на экспорт машин и механизмов - это один из шагов перевода сырьевой экономики на высокотехнологичную и усиление роли в глобальном разделении труда, когда экономическая конкуренция все в большей степени определяется конкуренцией научно-технической, а разработка и внедрение технологических инноваций - решающий фактор социального и экономического развития, залог экономической безопасности. Возрастающий поток патентной информации свидетельствует о серьезном интересе к этой технологии всех ведущих машиностроительных компаний. Технологические потоки и пространственное размещение моделей в объеме контейнерной формы удобно предварительно имитировать на ЭВМ, а при изготовлении модельной оснастки все чаще применяют 3D-графику для программирования станков с ЧПУ. Созданы, проектируются и внедряются в производство десятки видов конвейерных цехов, оснащенных манипуляторами и линиями непрерывного действия. Они хорошо зарекомендовали себя в автотракторном моторостроении, при литье трубоарматуры и деталей насосов, корпусов электродвигателей, деталей коммунального машиностроения и др. Однако чаще создаются небольшие производственные цеха, состоящие из модельного, формовочного, плавильного и очистного участков, оснащенных несложным оборудованием, одинаковым для черных и цветных сплавов. В одном только Китае в 2006 году работало около 200 таких цехов производительностью 300 тыс. т/год. Большинство крупнейших автопроизводителей Европы, Азии и Америки ежегодно используют в производимых автомобилях несколько сотен тысяч тонн точных отливок, полученных описанным способом. General Motors, Ford Motors, BMW, Fiat, VW, Renualt и ряд других фирм полностью перешли в 1980-90 годах на изготовление этим способом отливок блоков цилиндров, головок блока, впускных и выпускных коллекторов, коленвалов для наиболее массовых типов двигателей. В Физико-технологическом институте металлов и сплавов (ФТИМС) НАН Украины (отдел формообразования под руководством профессора Шинского О. И.) спроектировали оборудование и запустили ряд участков в России и Украине, внедрили такое оборудование в Польше и Вьетнаме. На опытном производстве ФТИМС в Киеве льют черные и цветные металлы развесом 0,1-1500 кг до 50 т/месяц, отрабатывают технологию и оснастку для новых цехов, проектируют оборудование и линии под программу литья и площади цеха заказчика, которые затем поставляют литейным предприятиям с пуско-наладкой всего комплекса оборудования и внедрением технологии в производство. Производственный потенциал технологии ЛГМ далеко не исчерпан. Она также позволяет получать ранее нетехнологичные литые крупнопористые, ячеистые и каркасные отливки, лить не только металлы и сплавы, но и получать композиты и армированные конструкции, которые обладают улучшенными характеристиками. При этом в модель предварительно вставляют различные детали или материалы, которые формируют композит или армированную конструкцию, а наложение газового давления на жидкий металл увеличивает стабильность пропитки таких изделий со вставками на длину до 1 м. ЛГМ относят к высокотехнологичным производствам, которые дают выход к устойчивому развитию из технологического отставания, когда в отечественной экономике нарастает сырьевая составляющая, доминирует продукция с низкой добавленной стоимостью и снижается конкурентоспособность производства. Если в 80-е годы в структуре отечественной промышленности и товарного экспорта вес машиностроения составлял порядка 30…40%, а черной металлургии был в два-три раза меньше, то сегодня наоборот. Именно развитие литейного производства – это шаг к восстановлению и росту отечественного машиностроения, превращения страны из продавца полуфабрикатов в экспортера технологической продукции с большой добавленной стоимостью. Снижение зависимости национальной промышленности от импорта идей, технологий и товаров, реализация собственной программы инновационного развития позволит нам стать равноправным участником глобальных инновационных процессов. Скачать другие статьи о ЛГМ: http://www.biznet.ru/topic31376.html?hl=dorosh или http://forum.i-mash.ru/topic_7 (Литература: Рыбаков С. А. Инновационные возможности литья по газифицируемым моделям, состояние и перспективы этого метода в России // Литейщик России. №4, 2009, с. 44-45).  2 2 3 3 4[img]http://board.salle.com.ua/images/1009...061404.jpg[/img] 5 4[img]http://board.salle.com.ua/images/1009...061404.jpg[/img] 5 6 6 7 7 8 8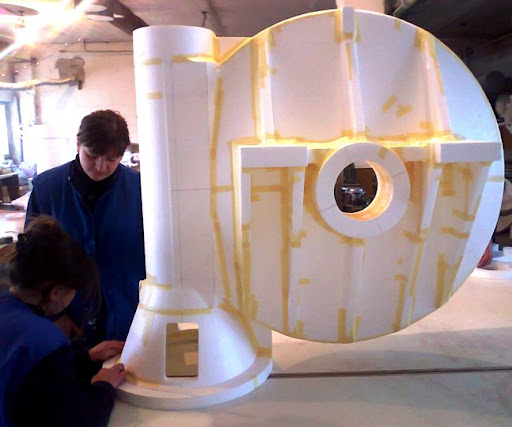  18 18 19 19 20 20 21 21 22 22 23 23 24 24 25 25 26 26 27 27 28 28 29 29 30 30 31 31 32 32 33 33 34 34 35 35  38 38 39 39 40 40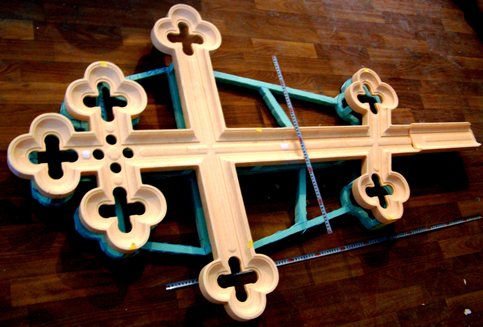 41 41 42 42 44 44 45 45 46 46 , 49 , 49 , 56 , 56 , 57 , 57 , 58 , 58 59 59 , 60 , 60 , 61, 62 , 61, 62
Изменено:
- 14.07.2011
|
|
Offline |
|
|
Сообщений: 293
Регистрация: 02.03.2009 |
|
|
Offline |
|
 Google в помощь:
Google в помощь:
|
Сообщений: 1854
Регистрация: 24.02.2009 |
обзавестись стаканом из термостойкого стекла где то на 600 мл, лучше высоким (они бывают еще и низкие.) http://images.yandex.ua/yandsearch?te...rpt=simage можно и больше , но мсысла нет,для экономии места и этого хватит.
греть лучше или в песке(как кофе варят) или через тонкую асбобумагу) после ХП-- промывать в дистилляте(это для сбора металла[он с изделием уносится])+промывать под проточной водой(или в емкости побольше/типа ведра/)+очень желательно(особенно если есть закрытые полости и/или камни) промывать в слабом р-ре аммиака. можно в одноразовом стаканчике в УЗ макнуть. потому как если останется р-р ХП где то на поверхности или под камнями и начнешь греть--станут камни коричневыми снизу--фиг отмоешь. и никакая химия потом не снимет. я храню просто накрытой стеклом. надо полироваться--ставлю на печь грею прилично. заметил --чем лучше греешь--тем лучше глянец. лигатурные белые сплавы--становятся наоборот-матовыми. у меня используется редко -- "работает" годами..
Изменено:
- 09.09.2011
|
|
Offline |
|
|
Сообщений: 1682
Регистрация: 12.10.2008 |
Может это поможет Вам 
Изменено:
- 06.10.2011
|
||
|
Offline |
|
|
Сообщений: 786
Регистрация: 29.10.2010 Откуда: Монреаль, Канада |
ПОДРОБНЕЕ О РУБИНАХ
Красная разновидность корунда, рубин был на протяжении тысяч лет и остается поныне одним из самых драгоценных и дорогих камней в мире, особенно бирманские камни весом от 3 карат и выше. Рубины ценятся за их красоту, долговечность, редкость, главное – за их цвет, который определяет абсолютную ценность камней. Идеальный цвет - цвет светофора - очень сильно флюоресцирующая краснота высокой интенсивности. Востребованность на качественные рубины в мире всегда была огромной, и потому самым древним задокументированным сообщениям о промышленной коммерческой добыче рубинов (в Бирме) уже более 500 лет! Обработка (облагораживание) рубинов Рубины подвергаются всем известным методам обалгораживания, применяетмум к корундам. Следует дополнить только, что из диффузных методов применяется только обработка бериллием. Наиболее распространенный сейчас метод облагораживания рубинов – led-glass filling, заполнение пустот камня стекломассой. К сожалению – рубины очень редко рождаются чистыми. Подавляющее большинство рубинов имеют минеральные включения, газожидкостные и газовые пузыри, каверны, пустоты, занимающие иногда 30-50-70% объема камня, а то даже и больше. Термическая обработка рубина позволяет частично растворить минеральные включения в жидкости, содержащейся в камне же (такой процесс называется «естественное залечивание»), а при заполнении камня стекломассой последняя за счет более высокой плотности попросту выдавливает все что возможно из камня через трещины и поры, заклеивая их при завершении процесса (искуственное залечивание). Подвергшиеся такой обработке камни выглядят всегда более чистыми, чем они есть на самом деле, более интенсивного цвета, чем был изначально. НО! Такие камни не флюоресцируют, «не горят огнем и не истекают кровью». Геммолог под микроскопом с одного взгляда замечает голубые и оранжевые «всполохи» - эффект присутствия стекла. ВАЖНЕЙШАЯ ИНФОРМАЦИЯ ДЛЯ ПОКУПАТЕЛЕЙ ДЕШЕВЫХ РУБИНОВ ! 95% всех рубинов на мировом рынке – стеклонаполненные, led-glass filled. Около 1% всех камней – берилливые (как правило - крупные рубины, но в последнее время появились и мелкие рубины, калиброванные по размеру, с великолепной машинной бриллиантовой огранкой), «beryllium treated». Последние можно опознать по специфической яркости, и оранжеватому оттенку. 4% процента всех рубинов прошли тут или иную термическую обработку без внесения в камни инородных элементов. Количество рубинов, не подвегшихся никакой обработке, чистых и ярких, насыщенных, измерятеся лишь тысячами, даже не десятками тысяч, а всего тысячами!!! Стоимость необлагороженных рубинов сравнима со стоимостью очень хороших бриллиантов, такие рубины – во много раз более редкие камни, чем бриллианты!!!!! Поэтому хотелось бы посоветовать с очень большой осторожностью относиться к описаниям рубинов, предоставляемым абсолютным большинством продавцов. Конечно, существуют уникальные образцы рубинов, облагороженные бериллием и с залеченными стекломассой "окнами" но при этом реально оцененые в сотни и тысячи долларов за карат. Как правило – это настоящие ограненые булыжники. Либо заполненные бериллием редкие камни удивительной чистоты, которые природа почему-то наказала отвратительным цветом.. Но в целом – тенденция такова: Стоимость стеклянных рубинов не может превышать 25-30 долларов за карат. В очень редких случаях при малой, (не более 10%) степени стекло заполнения и первоклассных чистоте и цвете стоимость таких камней может быть сравнимой с ценой полностью "нестеклянных" рубинов. Стоимость нагретых без стекла рубинов начинается как правило от 100 долларов за карат при при весьма невысоком качестве.. Чистые на глаз такие рубины начинаются от 500 долларов за карат и выше, в зависимости от цвета и веса. Стоимость необлагороженных рубинов чаще всего напоминает не цену, а номер телефона со всеми международными и междугородними кодами.. Как мы уже упомянули, качественные рубины всегда были и остаются огромной редкостью. Самые известные месторождения рубинов находятся Бирме, Вьетнаме, Танзании, Кении, на Мадагаскаре, в Таиланде и Камбодже. Рубины также найдены в Мозамбике, Колумбии, Бразилии, Афганистане, Пакистане, Индии и в США. По объему производства своих месторождений абсолютными лидерами на рынке рубинов являются Бирма, Танзания и Мадагаскар. Не по количеству, но по качеству материала за ними со значительным отставанием следуют Индия, Таиланд, Вьетнам. Совсем недавно к этому списку добавился и Мозамбик, но пока при очень приличном качестве камней количество их мало. Опишем вкратце особенности драгоценных рубинов различного происхождения. Бирманские рубины. Ка для любых корундов, для бирманских рубинов действует почти-что правило - вероятность подержать в руках и увидеть необлагороженный рубин стремится к нулю! 100% всего сырья с фракцией меньше чем 1 грамм веса (5 карат) сразу же, практически безо всякого контроля качества и сортировки, отправляется на термическую обработку. И лишь после первичной обработки (прогревание при температуре до 850 градусов) полученный материал сортируется и разделяется на потоки. Что-то сразу идет в огранку, а большая часть направляется для прохождения дальшейших "облагораживающих" процедур. Найти ограненный необлагороженный рубин, в том числе и бирманский, весом менее 1 карата практически невозможно. Более крупные рубины в необлагороженном виде, очень высокого качества, остаются не сравнимой практически ни с чем редкостью.   
Бирманские необлагороженные рубины (подтверждены сертификатами GRS), 4.08 Кт, 3.12 Kт, 4.24 Кт Самое известное месторождение рубинов в Бирме находится в районе Могог, в верхней Бирме. Бирманские рубины известны их прекрасным флуоресцентным красным цветом при любом освещении. Именно цвет бирманских камней принято описывать как «цвет голубиной крови» . Многие бирманские рубины имеют яркий красный цвет, но при этом могут иметь и голубые либо розовые отметины (следы). Камни крайне редко чисты, но цены на них все равно значительно выше, чем на рубины из любых других месторождений.. Другое значимое бирманское рубиновое месторождение находится в Монг Хцу, приблизительно в 250 км к востоку от Мандалая. Бирманским рубинам совершенно несвойственен эффкет астеризма (встречается исключительно редко). Связано это, вероятно, с особенностями рутиловых включений в бирманских рубинах. Рутил в них чаще всего представлен массивами хорошо сформированных кристаллов достаточно крупного размера, и расположение этих массивов строго повторяет "волны" зональности окраски. Либо (или одновременно) рутиловые включения представляют из себя обширную сеть микроскопических игл, расположенных абсолютно хаотично, что приводит к появлению эффекта "шелка" (относительной мутности даже совешенно чистого на первый взгляд камня), который несовместим с астеризмом. Очень часто бирманские рубины имеют включения типично сапфировых зон, демонстрирующих в том числе и "нерубиновые" цвета. Tипичными включениями для бирманских рубинов являются также крупные "окна" - газовые или газожидкостные включения, очень сильно осложняющие огранку камней. Из минеральмных включений у могогских рубинов наиболее частыми являются включения кристаллов апатита и кальцита.      
     
Бирманские рубины, облагороженные только стандартной термической обработкой, без применения диффузных методов и методов искуственного залечивания трещин. Розовые рубины - мандалайские, пурпурно красные - могогские. Действительно, бирманские рубины могут быть намного более дорогими чем бриллианты! До недавнего времени абсолютный рекорд стоимости одного карата бирманского рубина составлял $27500. В 2006 году на аукционе в Ст-Морице было продано кольцо из золота 750 пробы с рубином огранки кушион, весом 8.62 карат, закрепленном в «бриллиантовой бомбе». Стоимость, оплаченная лондонскому ювелиру Граффу за один карат этого рубина, составила $42500. Танзанийские рубины. Рубины из месторождения Сонгеа являются более темными, больше «гранатовыми» по цвету, чем бирманские рубины, и значительно более доступными. Они лучше всего выглядят в ярком искуственном или естественном предвечернем свете.. В утреннем свете они кажутся несколько более темными. Рубины из Сонгеа - самые чистые рубины в мире. Их гранатовый оттенок иногда может ввести в заблуждение даже опытного ювелира. Цвет большинства рубинов из Сонгеа имеет тенденцию становиться более ярким при уменьшении размеров камня, поэтому большинство камней оттуда поступают на рынок с небольшими размерами. Хотя цвета сонгейских рубинов несколько более однородны, чем у рубинов из других шахт, малозаметные изменения в цвете могут существенно снизить оценочную стоимость. Более яркий камень будет стоить как минимум в пять раз дороже, чем более темный камень подобного размера.      
Рубины из Сонгеа, термически облагороженные Очень малый процент танзанийских рубинов из Сонгеа может обладать исключительным цветом, свойственным для бирманских камней. Корундам танзанийского происхождения вообще, и сонгейского в частности, чаще, чем иному материалу, свойственен астеризм.   
Термически облагороженные рубины, Танзания. Круглый - после диффузии бериллия.  
Рубин, Танзания, с эффектом астеризма Рубин, Танзания, необлагороженный, 2.10 Кат Рубины с эффектом астеризма редко обладают четкой, яркой звездой. Чистые, обладающие ярким цветом самых ценимых оттенков, и не требующие облагораживания рубины в Танзании встречаются столь же редко, как в любых других мерторождениях. Мадагаскарские рубины. Помимо уже известных месторождений, в последние годы на Мадагаскаре было открыто 2 новых месторождения. Месторождение в Ватомандри отличается весьма бедными запасами, но производит кристаллы отличного естественного оранжево красного и розоватого цвета, которые чаще, чем материал из других месторождений, даже оставляют необлагороженным. Геологически месторождение вторично, и материал, судя по всему, был транспортирован сюда еще от оригинальной материнской породы суперматерика Пангеи.. Камни этого месторождения чаще других приближаются по ценности к бирманским, но значительно более редки, чем даже камни из практически опустошенного Могога. Рубины из Ватомандри отличаются очень сильным рутиловым "шелком"  
Рубины из Ватомандри, Мадагаскар, термически облагороженные Месторождение в Андиламене является более богатым по запасам, и с геологической точки зрения – значительно более молодым. Весь сырой материал имеет фиолетовый цвет и не очень чист.. Термообработка существенно улучшает цвет, и многие из получающихся камней оказываются внешне очень похожи на красные бирманские рубины и на лучшие образцы таиландских рубинов из Канчабури. Но при этом стоимость таких камней на несколько порядков ниже бирманских аналогов..  
Типичные рубины из Андиламены, Мадагаскар, термически облагороженные Рубины из остальных месторождений Мадагаскара, в том числе и уже давно известных, не могут "похвастаться" в основной своей массе ни хорошей чистотой, ни особо ценными оттенками, хотя и исключения из этого правила тоже встречаются. Нередко находят камни довольно крупных размеров, кристаллам весом по 5-10 и более грамм на мадагаскаре удивляются реже, чем в любых других местах. Как правило, такие рубины измеют значительные минеральные включения, видимые как черные и коричневые точки, много "окон" и газовых пузырей.    
Типичные мадагаскарские рубины из старых месторождений, термически облагороженные. Именно такой материал в основном направляется для прохождения суровых процедур по искуственному залечиванию трещин и заполнению их стекломассой. В результате получаются достаточно темные камни более глубогоко, насыщенного цвета, визуально значительно чище, чем исходный материал. Но при этом степень заполнения камня стеклом может (для крупных камней весом в 3-5-10-20 карат) достигать 70% и даже более! Стоимость таких "драгоценных рубинов" на рынке не превышает 25-30 долларов за карат. 
Мадагаскарский рубин, led-glass filled (стеклозаполненный) Рубины из Таиланда и Вьетнама Рубины, добываемые сегодня в Таиланде и Вьетнаме, отличаются очень сильной "розовостью", особенно Вьетнамские, которые даже в продаже часто появляется как розовые сапфиры... Образцы тайских и вьетнамских рубинов высокого качества и соответственно - высокой ценности, крайне редки. Тайские и вьетнамские рубины отличает очень сильная зональность, то есть неравномерность окраски, неубираемая даже при самом жестком термическом облагораживании. Темне менее и во Вьетнаме, и в Таиланде (особенно на месторождениях исторической области Сиам) находят иногда уникальные по качеству, и по чистоте, и по цвету, рубины. 
Вьетнамский рубин, термически облагороженный   
Тайские рубины, термически облагороженные  
Сиамские рубины (Таиланд), термически облагороженные. Высшая категория качества для рубинов! Рубины из месторождений других стран. Изредка рубины находят в местах, не считающимися источниками их поступлений на рынок. известны очень неплохие рубины, найденные на Шри-Ланке и в Индии, хотя в целом цейлонские и индийские рубины отличаются самым низким качеством как по чистоте, так и по цвету, и по "физической целостности материала (исключительно высокая включенность и трещинноватость). Шикарные рубины редко, но регулярно находят на Памире, в США, в Австралии, в Бразилии.  
Рубины: Памир; Бразилия. Термически облагороженные Имитации рубинов. Наиболее широко в качестве имитаций рубинов применяются синтетические корунды и синтетические шпинели. Значительно реже в качестве имитатора рубина может быть использована и природная "королевская" шпинель. Различить все эти варианты - несложная задача для геммолога в стандартно оборудованной лаборатории, но в "бытовых" условиях - не всегда просто. Любой рубин от любой шпинели легче всего отличить по отсутствию по отсутствию у шпинели плеохроизма (хотя бы с помощью монитора компьютера) и по значительно меньшей плотности шпинели (~ 3.6 против 4.0 у рубина), которая легко определяется методом гидростатического баланса. Полную гарантию отличения любой шпинели от любого рубина дает рефрактометр. Синтетические рубины распознаются в первую очередь по отсутствию типичных для природных рубинов включениям и по присутствию типичных для синтетических рубинов включениям. В принципе, вооружившись хорошей коллекцией микрофотографий включений в рубинах, можно научиться различать такие камни и самостоятельно, используя лишь сильную лупу.
Изменено:
- 20.12.2011
|
|
Offline |
|
|
Сообщений: 1854
Регистрация: 24.02.2009 |
а вот здесь порыть ?
http://www.google.com.ua/search?q=%D0...nt=firefox не судьба ??? *про конец* честно имел вииду, что использование обслюнявленного пальца для измерения силы и направления ветра в 21 веке-- штука весьма забавная. при таком то уровне интернет развития...  |
|
Offline |
|
|
Сообщений: 14
Регистрация: 12.11.2010 |
Однозначно ИП, смотрите в сторону
Данная система позволяет избавиться от лишней бумажной волокиты
Изменено:
- 26.02.2012
|
|
Offline |
|
|
Сообщений: 6
Регистрация: 13.10.2006 |
Особо точные отливки из металла по ледяным моделям (принцип "просто добавь воды")
Привлечение криотехнологии в литейное производство преследует цель заменить льдом органические материалы для изготовления разовых литейных моделей в целях ресурсосбережения, повышения экологической безопасности литья и точности отливок (высокая текучесть воды дает на модели сверхточный отпечаток и легко вытекает из формы, практически можно отливать снежинки из металла). Ледяные модели за рубежом стали делать роботы-принтеры, см.: . Мы предложили три способа изготовления песчаных оболочковых форм по ледяным моделям путем получения твердеющих связующих композиций типа «связующее + отвердитель». 1) ледяная модель служит носителем связующего, а сухая песчаная облицовочная песчаная смесь содержит отвердитель; 2) ледяная модель служит носителем отвердителя, а облицовочный слой песка — связующего; 3) модель замораживается из чистой воды (наиболее экологически благоприятный вариант), которая (расплав модели) не вступает в реакции отверждения формовочной смеси с добавками реагентов отвердителя и связующего (в виде порошка), но без воды эти реакции не идут. В этих трех способах подбирали составы с максимальной скоростью твердения. При изготовлении оболочковой формы путем засыпки песка в контейнер с ледяной моделью и виброуплотнения, таяния модели и пропитки песка получают песчаную корку толщиной 3…8 мм. При этом в состав оболочки достаточно вводить 0,3...0,4% связующего от массы песка в контейнере, что примерно на порядок меньше, чем вводят в традиционных формах из холоднотвердеющих песчаных смесей (ХТС) со связующим. Вообще, применение агрегатных переходов воды (из жидкого в твердое при замораживании модели, опять в жидкое при таянии модели и освобождении полости формы, а затем испарение при сушке увлажненной формы) в какой-то мере подобно кругообороту воды в природе. Идея цикличности материальных ресурсов как метод экологизации производства заимствована у Природы, где, как известно, действуют замкнутые циклические процессы, поэтому производственные технологии должны быть созвучны биосферным законам, и в первую очередь закону круговорота веществ. Разработка составов замораживаемых в составе модели водных композиций, в которых один компонент связующего находится в модели, а другой в окружающей ее песчаной смеси, показала достаточно хорошую технологичность получения оболочковых форм путем пропитки водным составом от тающей модели. В одном из таких примеров использовали ледяные модели из водного раствора жидкого стекла плотностью 1,08 г/см3 при содержании в песчаной смеси быстротвердеющего цемента или гипса. Продолжительность твердения оболочки от начала таяния модели массой 0,2…0,9 кг составляла порядка 6…10 мин. и более (в зависимости от типа цемента/гипса), после полного расплавления модели остаток (не пропитавший окружающий песок) модельной композиции выливали из затвердевшей оболочки, а оболочковую форму направляли на подсушку или заливку металлом с небольшим вакуумированием. Также разработаны способы вакуумной упаковки ледяных моделей в синтетическую пленку для последующего использования технологии вакуумно-пленочной формовки. Способы получения оболочковых форм с противопригарными свойствами вокруг ледяной модели дали новую криотехнологию литья. Эта криотехнология литья по разовым ледяным моделям деталей из металлов для машиностроения исключает или минимизирует использование полимеров или связующего для песка литейной формы, заменяет органические (пенопластовые или парафино-стеариновые выплавляемые) модели на ледяные, а такой процесс производства отливок полностью соответствует экологически чистым безотходным технологиям по принципу "просто добавь воды".  , 2  , 3  , 4  , 5  , 6  , 7  , 8  ,  , 12  , 13  , 14  , 15  , 16  , 17  , 18  , 19  , 20  , 21  , 22  , 23  , 24  , 25  , 26  , Ледяные модели  , 28  , 29  , 30  , ,  ,  , 42  Подробнее смотри: , , , , , , Резюме. Криотехнология машиностроения - литье из черных и цветных металлов по ледяным моделям. Институтом ФТИМС (г. Киев) эта криотехнология защищена десятками патентов на изобретения. Ищем научных и инженерных партнеров для совместных исследований и внедрения такого вида литья в производство как решение проблем экологии и ресурсосбережения. Владимир Дорошенко dorosh@inbox.ru, т.38(066)1457832
Изменено:
- 30.03.2012
|
|
Offline |
|
|
Сообщений: 365
Регистрация: 12.11.2010 Откуда: Armenia |
Обнаружил что линк в первом посте благополучно издох.. как и контора

Хотя падение цены на платину скорее всего вторичным фактором явилось.. Концепт что платина может быть каратных проб в мозги американские вживить не удалось )) Хотя оно и очень сильно противоречило уложениям о пробах (), познавательно...лоббирование там шло на ооочень высоком уровне.. ..то есть всевидящий глаз прикрыли ))) Впрочем попытка название в ЕС зарегить была послана в сатт - ..что не удивительно, т.к. британский пробнадзор не клеймит платиновым клеймом биметаллические изделия золото-платина если золото в изделии ниже 750*.. то есть держит статус металла на достойной высоте. Кстати как то в интервью кто то из российских производителей озвучил идею что было бы неплохо палладиевую 585* иметь заместо 500*.. типа психологический барьер у покупателей некий есть по цифре.. но это конечно немного другое.. А контора таки да.. издохла.. даже на стоках изделий нету.. На весь Амазон одна осталась.. 
Но раскручивали сильно.. денег ухнули страшно подумать сколько 
Изменено:
- 30.09.2012
|
|
Offline |
|
https://www.traditionrolex.com/13