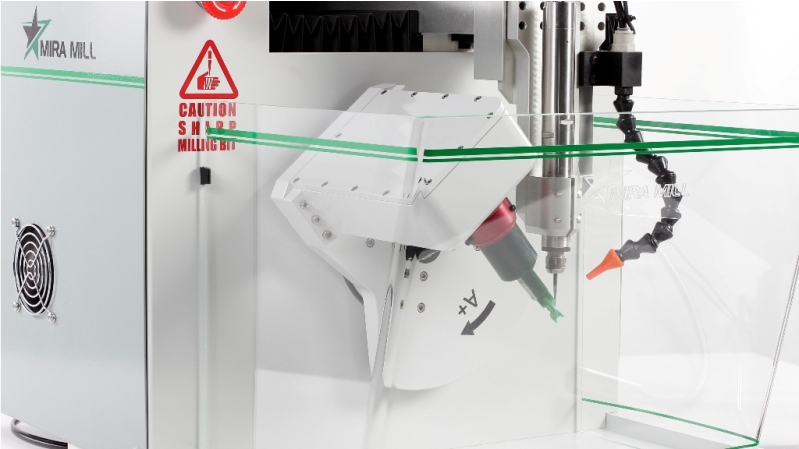
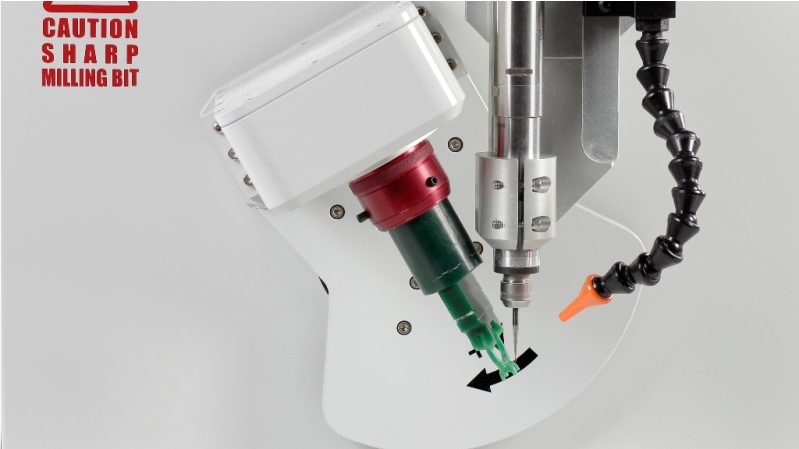
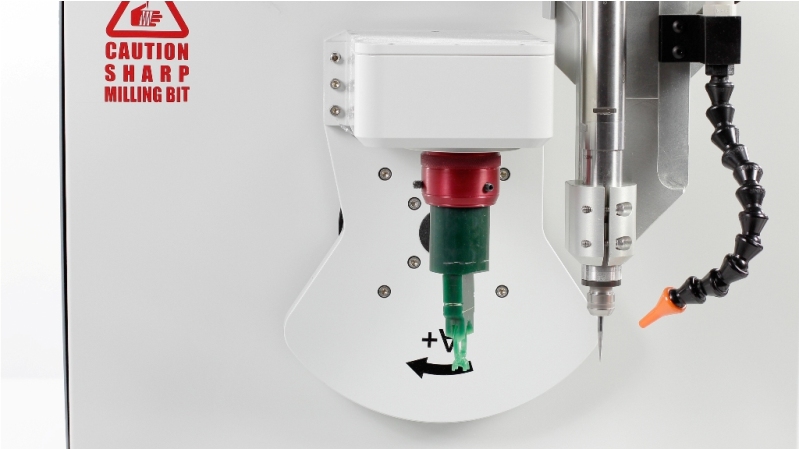
На днях появились фото нового станка NS CNC Mira-MILL


Развернуть ⇓
zheskov63@gmail.com с уважением Александр Жесков (работаю на NS-CNC Evoc 200E)
|
Пользователь
Регистрация: 11.12.2012 Откуда: Самара Сообщений: 307 В друзьях у: 2 Голосов: 90 / 10 |
Добавлено: 11.01.2014 10:37:58
На днях появились фото нового станка NS CNC Mira-MILL
Развернуть ⇓
zheskov63@gmail.com с уважением Александр Жесков (работаю на NS-CNC Evoc 200E)
|
|
Offline |
|
|
Пользователь
Регистрация: 11.12.2012 Откуда: Самара Сообщений: 307 В друзьях у: 2 Голосов: 90 / 10 |
Добавлено: 04.04.2014 18:26:01
Casiopea,
это медь, я же писал... тремя фрезами: три прохода R 0.4 с припуском 0.5мм подача 400мм/мин один проход R 0.2 с припуском 0.1мм подача 200мм/мин и чистовой R 0.1 подача 100мм/мин на все ушло часов шесть и пара сломанных фрез  , игрался с подачай, глубиной врезания и оборотами шпинделя. вообщем получал бесценный опыт)))) , игрался с подачай, глубиной врезания и оборотами шпинделя. вообщем получал бесценный опыт))))
zheskov63@gmail.com с уважением Александр Жесков (работаю на NS-CNC Evoc 200E)
|
|
Offline |
|
|
Пользователь
Регистрация: 28.06.2005 Откуда: Москва Сообщений: 2244 В друзьях у: 12 Голосов: 426 / 102 |
Добавлено: 05.04.2014 10:03:40
Самая простая методика обработки таких мест, обработка места, выделенного кривой. Но для большого количества крапанов сложно обрисовывать каждую всечку. Более продвинутая методика, когда при рисовании изделия, крапана уже имеют встроенный вектор, по которому и пойдет гравер, делая нужную форму всечки. Плюс в том, что можно выделить сразу все крапана и быстро обсчитать путь реза. Но все равно, на сложных формах, даже с доворотами под разными углами, добиться однородности всечек сложно. Где-то будут более четкие, где-то только намечены. Не так четко, как при печати. Поэтому, я особо не практикую дорезку всечек на сложных формах.  |
||
|
Offline |
|
|
Пользователь
Регистрация: 11.01.2005 Откуда: Krasnoe Сообщений: 867 В друзьях у: 7 Голосов: 74 / 1 |
Добавлено: 05.04.2014 14:24:07
Спасибо. |
||
|
Offline |
|
|
Пользователь
Регистрация: 28.06.2005 Откуда: Москва Сообщений: 2244 В друзьях у: 12 Голосов: 426 / 102 |
Добавлено: 06.04.2014 16:54:57
И обороты заодно напиши. Думаю, на Мире 3 многие будут пытаться резать металл. Мощность и конструкция позволяют. Недавно видел в работе Мира 3 в реале. Действительно впечатляет. Очень шустро двигается и вращает осями. Большая доступность отрицательных углов реза. Да и размеры по площади практически не возросли, хоть сейчас и все в одном корпусе. Просто в глубину чуть больше места занимает. |
||
|
Offline |
|
|
Пользователь
Регистрация: 11.12.2012 Откуда: Самара Сообщений: 307 В друзьях у: 2 Голосов: 90 / 10 |
Добавлено: 07.04.2014 10:44:14
использовал именно фрезы, брали . обороты шпинделя 25 000, естественно с хорошим поливом.
zheskov63@gmail.com с уважением Александр Жесков (работаю на NS-CNC Evoc 200E)
|
|
Offline |
|
|
Пользователь
Регистрация: 11.12.2012 Откуда: Самара Сообщений: 307 В друзьях у: 2 Голосов: 90 / 10 |
Добавлено: 07.04.2014 10:48:13
zheskov63@gmail.com с уважением Александр Жесков (работаю на NS-CNC Evoc 200E)
|
||
|
Offline |
|
|
Пользователь
Регистрация: 09.04.2010 Откуда: славный город Барнаул Сообщений: 252 В друзьях у: 1 Голосов: 193 / 53 |
Добавлено: 03.05.2014 12:14:44
Hello.
Some Raims' jewelry models from forum ns-cnc.ru     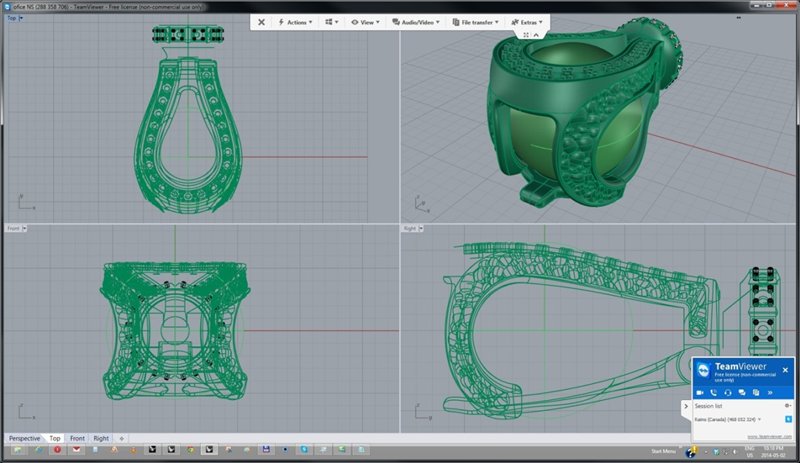        |
|
Offline |
|
|
Пользователь
Регистрация: 11.12.2012 Откуда: Самара Сообщений: 307 В друзьях у: 2 Голосов: 90 / 10 |
Добавлено: 04.05.2014 22:43:09
собственно возможности NS-bits и функции полива
для справки: ход по оси Z от 0 до +14 плюс запас толщины воска примерно 1.5мм http://www.youtube.com/watch?v=r_Fg31rrM-M&feature=youtu.be
Изменено:
- 04.05.2014 23:00:12
zheskov63@gmail.com с уважением Александр Жесков (работаю на NS-CNC Evoc 200E)
|
|
Offline |
|
|
Пользователь
Регистрация: 11.12.2012 Откуда: Самара Сообщений: 307 В друзьях у: 2 Голосов: 90 / 10 |
Добавлено: 04.05.2014 22:51:16
про сож ничего не знаю, т.к. концентрат доставлют друзья с завода.
zheskov63@gmail.com с уважением Александр Жесков (работаю на NS-CNC Evoc 200E)
|
|
Offline |
|
|
Пользователь
Регистрация: 11.12.2012 Откуда: Самара Сообщений: 307 В друзьях у: 2 Голосов: 90 / 10 |
Добавлено: 05.05.2014 11:47:14
для любителей милиметражей
http://www.youtube.com/watch?v=ca-DVShzR5c
zheskov63@gmail.com с уважением Александр Жесков (работаю на NS-CNC Evoc 200E)
|
|
Offline |
|
|
Пользователь
Регистрация: 11.12.2012 Откуда: Самара Сообщений: 307 В друзьях у: 2 Голосов: 90 / 10 |
Добавлено: 05.05.2014 15:15:20
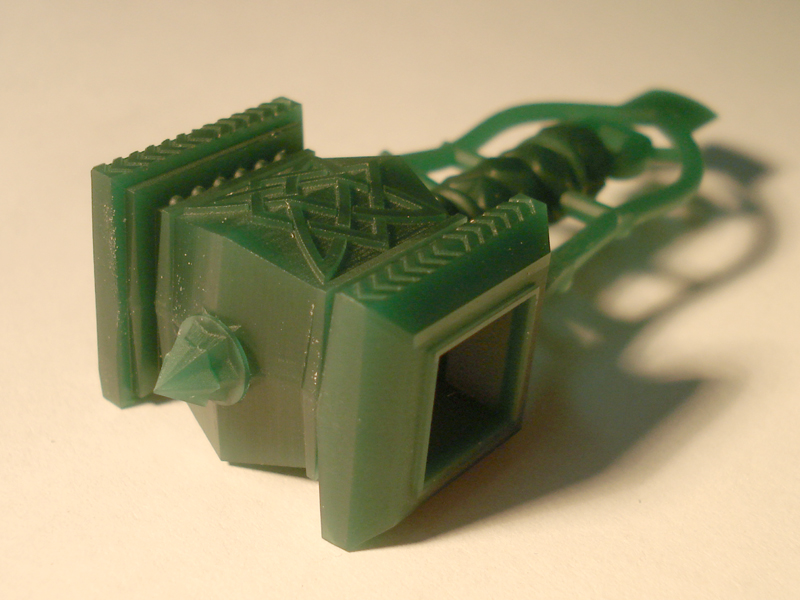
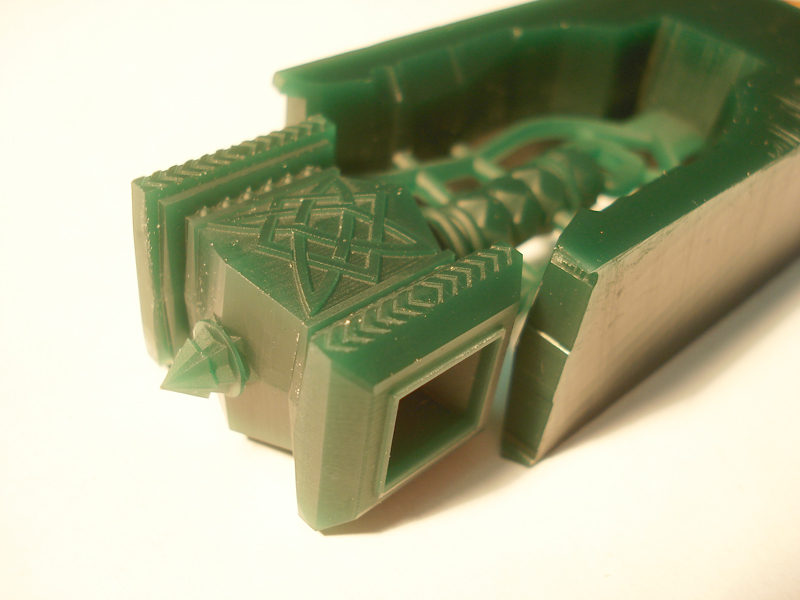
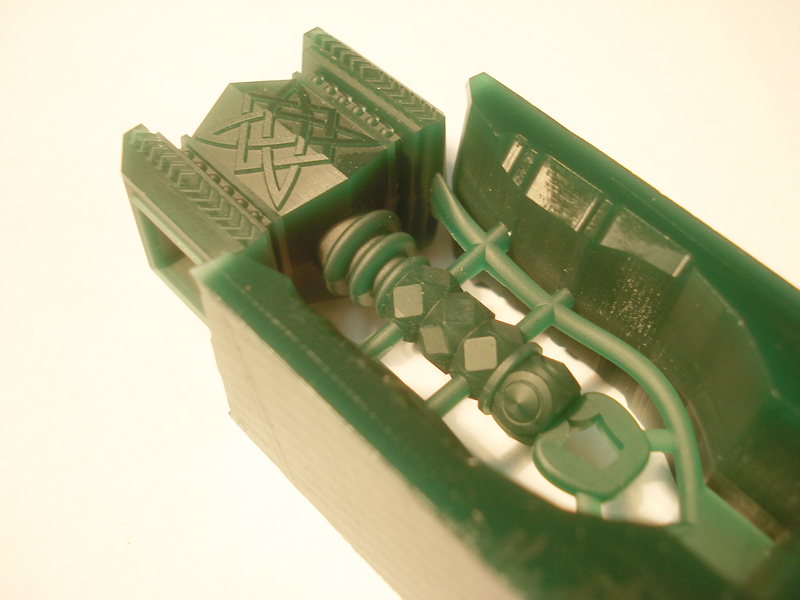
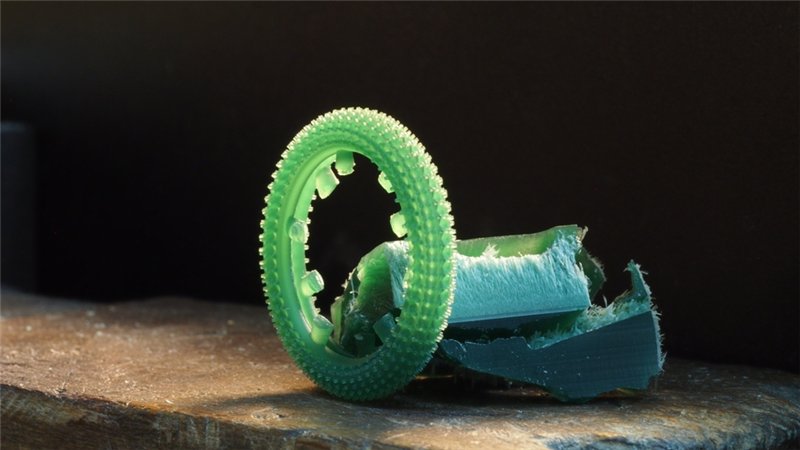
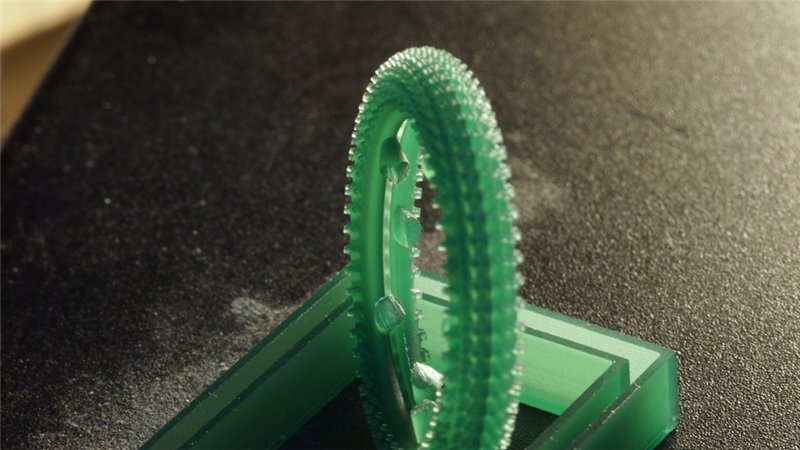
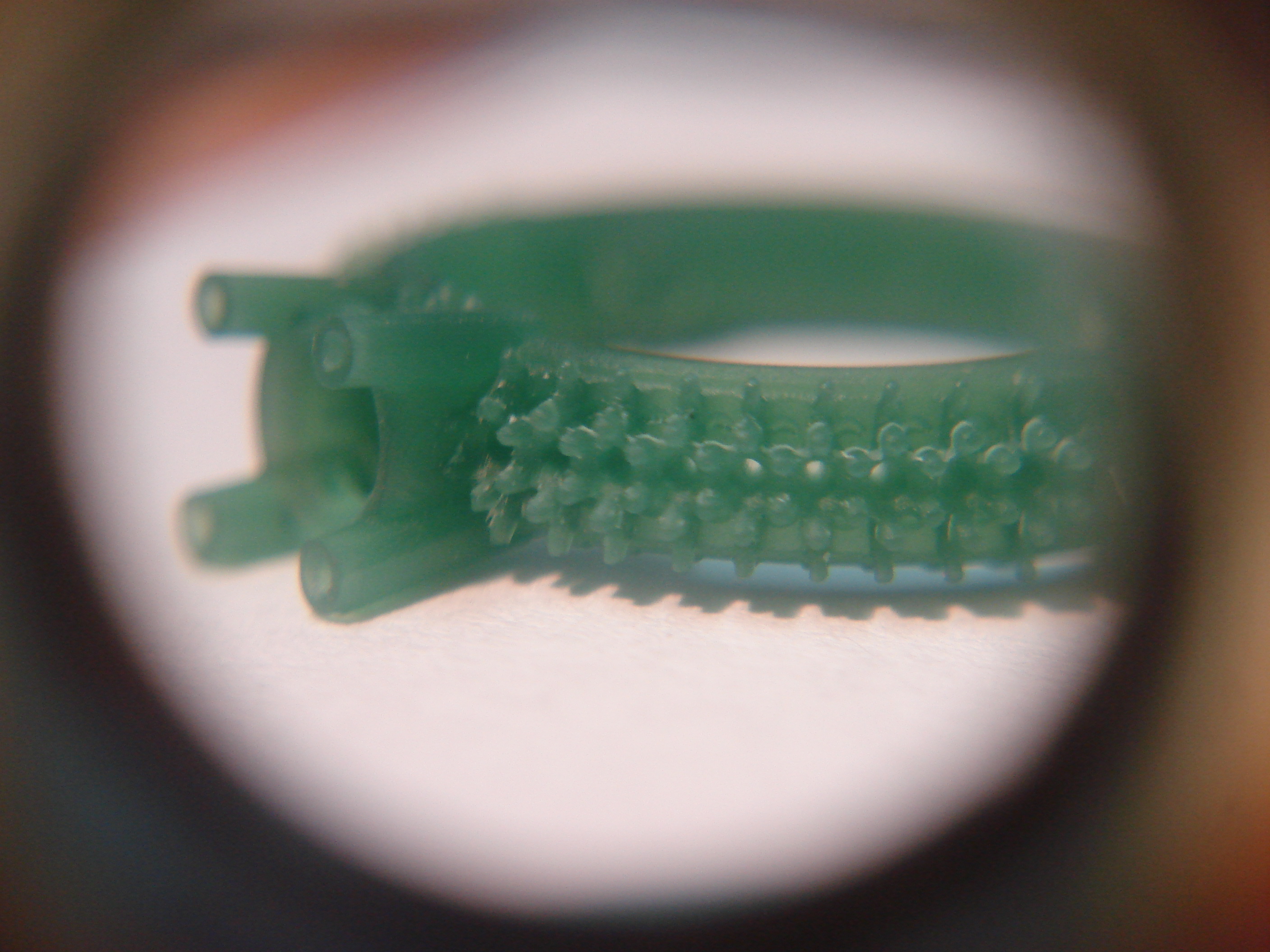
вот что из всего этого вышло:
zheskov63@gmail.com с уважением Александр Жесков (работаю на NS-CNC Evoc 200E)
|
|
Offline |
|
|
Пользователь
Регистрация: 04.11.2011 Откуда: Алтай Сообщений: 362 В друзьях у: 4 Голосов: 91 / 11 |
Добавлено: 05.05.2014 19:45:41
SandrHard,
Не сочтите за трудность, подскажите, может я чего то не понимаю. Зачем тратить время на вырезание такой безпонтовой литниковой системы, которая не годна для литья именно этого изделия. По мне так проще и быстрее её сделать после резки самого изделия.
Никакой ветер не будет попутным, если не знаешь куда плыть
|
|
Offline |
|
|
Пользователь
Регистрация: 09.04.2010 Откуда: славный город Барнаул Сообщений: 252 В друзьях у: 1 Голосов: 193 / 53 |
Добавлено: 05.05.2014 21:17:21
SandrHard,
Восковка отличная. На будущее, такие штуки лучше разбирать.Проще отлить будет. Первое - большая часть медленнее остывает и начнет на себя тянуть из ручки. Второе - так проще обработать ювелиру после литья и потом спаять. |
|
Offline |
|
|
Пользователь
Регистрация: 11.12.2012 Откуда: Самара Сообщений: 307 В друзьях у: 2 Голосов: 90 / 10 |
Добавлено: 05.05.2014 22:58:45
Уважаемые коллеги! Я в литье не силен, но имел пару раз запоротые восковки из-за того, что товарищи литейщики паяют литники в самые "удобные" места, после чего вообще весь свой труд становиться жалко. В результате все-равно поры во всех мыслимых и немыслимых местах. Поэтому решил ваять на свой вкус.
Если у вас в городах хорошие литейщики, то я за вас искренне рад. Но у нас увы... через раз не прольют, через два поры... через три литники в фактурку залепят... ну и если вы считаете себя в этом литейном деле грамотными и желаете высказаться, то прошу , дабы не засорять тему чпу другими ювелирными тонкостями. Я всех выслушаю, и возможно стану чуток умнее... P.S. расчленить восковку я предлагал , но желание клиента состояло именно в цельной. Собственно восковку забрали, ею довольны.
zheskov63@gmail.com с уважением Александр Жесков (работаю на NS-CNC Evoc 200E)
|
|
Offline |
|
|
Пользователь
Регистрация: 11.12.2012 Откуда: Самара Сообщений: 307 В друзьях у: 2 Голосов: 90 / 10 |
Добавлено: 05.05.2014 23:01:41
да и еще: если уж мой литник никуда не годен, то спилить его и припаять новый думаю не сложно. Но я хотя бы старался...
zheskov63@gmail.com с уважением Александр Жесков (работаю на NS-CNC Evoc 200E)
|
|
Offline |
|
|
Пользователь
Регистрация: 09.04.2010 Откуда: славный город Барнаул Сообщений: 252 В друзьях у: 1 Голосов: 193 / 53 |
Добавлено: 06.05.2014 13:34:43
Решил баню построить.
Цоколь уже готов. 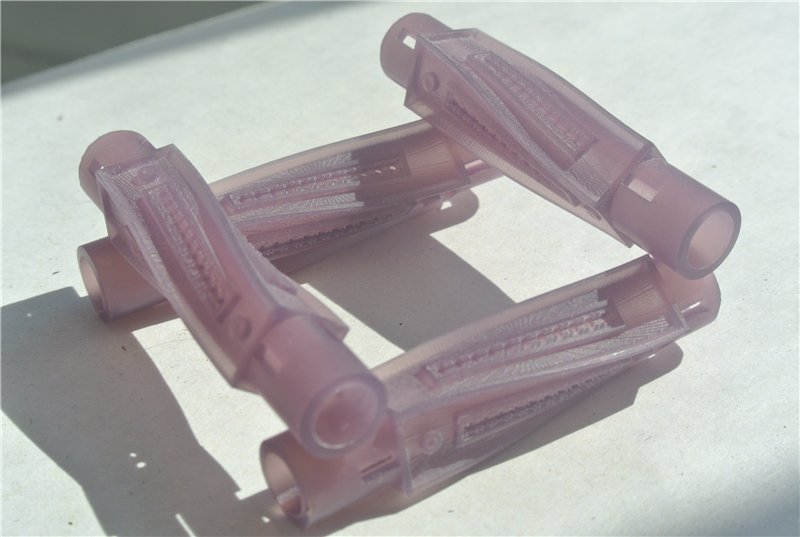 |
|
Offline |
|
|
Пользователь
Регистрация: 09.04.2010 Откуда: славный город Барнаул Сообщений: 252 В друзьях у: 1 Голосов: 193 / 53 |
Добавлено: 30.06.2014 13:49:11
Восковка вырезана на станке мира 3 Раймсом
    |
|
Offline |
|
|
Пользователь
Регистрация: 09.04.2010 Откуда: славный город Барнаул Сообщений: 252 В друзьях у: 1 Голосов: 193 / 53 |
Добавлено: 25.07.2014 10:53:24
 |
|
Offline |
|
|
Пользователь
Регистрация: 09.04.2010 Откуда: славный город Барнаул Сообщений: 252 В друзьях у: 1 Голосов: 193 / 53 |
Добавлено: 28.07.2014 10:07:26
 |
|
Offline |
|
|
Пользователь
Регистрация: 11.12.2012 Откуда: Самара Сообщений: 307 В друзьях у: 2 Голосов: 90 / 10 |
Добавлено: 28.07.2014 15:22:36
zheskov63@gmail.com с уважением Александр Жесков (работаю на NS-CNC Evoc 200E)
|
|
Offline |
|