Здравствуйте коллеги. Кто что знает об этой установке? Какова скорость построения, качество ну и тд. 
Развернуть ⇓
|
Пользователь
Регистрация: 05.05.2010 Сообщений: 101 В друзьях у: 1 Голосов: 3 / 2 |
Добавлено: 06.06.2010 13:21:18
Здравствуйте коллеги. Кто что знает об этой установке? Какова скорость построения, качество ну и тд.
Развернуть ⇓
|
|
Offline |
|
|
Пользователь
Регистрация: 25.08.2007 Сообщений: 450 В друзьях у: 0 Голосов: 71 / 5 |
Добавлено: 24.12.2011 20:27:51
почему не резинете в безусадочной резине?
|
|
Offline |
|
|
Пользователь
Регистрация: 10.07.2008 Откуда: Ижевск Сообщений: 4 В друзьях у: 0 Голосов: 0 / 0 |
Добавлено: 26.12.2011 19:23:55
RP-design,
спасибо, поищу сейчас) Игорь Крымский, большое спасибо, передам все нашему литейщику, он уж разберется, думаю (не моя это работа, с меня модель и печать. ну и дальнейшая доработка. а следовательно, мне и исправлять все беды литья  потому больше всех надо мне потому больше всех надо мне  ) и в том-то вся и беда, что модели из полимера. с воском проблем у нас, насколько я знаю, не возникает ) и в том-то вся и беда, что модели из полимера. с воском проблем у нас, насколько я знаю, не возникаетплатонов павел, резину пробовали, не знаю, что им там не понравилось. для меня загадка |
|
Offline |
|
|
Пользователь
Регистрация: 16.12.2011 Сообщений: 335 В друзьях у: 2 Голосов: 5 / 6 |
Добавлено: 26.12.2011 19:50:00
Caleithel,
Если полимер - тогда могут быть свои нюансы.... Порекомендую Вашему литейщику литники к модели делать из обычного инжекторного воска, а не выращивать... Рвать опоку может из-за того - что расширяясь при нагревании полимеру некуда выходить и по-этому он ломает тонкие перегородки массы.... а если литники будут из воска - более легкоплавкого чем сама модель - они первые вытопятся и дадут возможность растопленной модели выходить наружу. Я иногда на крупных деталях при сборке ёлки делаю своеобразные выпары - на самой верхней точке детали наплавляю литник диаметром 2-3 мм и веду его вертикально вниз и припаиваю к резине - рядом с литниковой горловиной опоки. В данном случае при вытопке модели растопленная масса выходит и в литниковую систему и в данный выпар. Ну и в дальнейшем после прокалки выпар служит для быстрого выхода воздуха при заливке длинных, или крупных изделий... Рекомендую после запаковки формовочной массы дать высохнуть опоке часа два-три...а лучше оставить на ночь... затем поместить в духовой вытопочный шкаф примерно на часа два с температурой 150-150 градусов, затем переместить в муфельную печь и поднять температуру до 200 градусов (для полимера) и держать часа два в вертикальном положении... ну а затем опоки положить горизонтально - отверстиями заливными к дверце печи - что бы визуально контролировать выжиг модели, и плавно поднимать температуру до 750-770 градусов...больше не рекомендую - при высокой температуре теряются необходимые свойства формовочной массы. Ну я ранее писал - что визуально можно контролировать полный выжиг модели - входное отверстие должно быть чистое - не иметь закопченности на входе... При данной температуре нормальных размеров опоку выдержать 2 часа....затем отключить нагрев и остывание опок должно происходить с закрытой дверцей - постепенное до нужной температуры... Лично я сначала лью белое золото, затем красное, затем серебро, а в конце - жёлтое золото... - по падающей температуре - 630 град, 600 град, 550 град, 500 град. Желаю удачи...)) |
|
Offline |
|
|
Пользователь
Регистрация: 10.07.2008 Откуда: Ижевск Сообщений: 4 В друзьях у: 0 Голосов: 0 / 0 |
Добавлено: 26.12.2011 21:54:14
Игорь Крымский,
добрый Вы человек!) спасибо большое еще раз, будем стараться! |
|
Offline |
|
|
Пользователь
Регистрация: 28.02.2006 Откуда: Волжский Сообщений: 4386 В друзьях у: 9 Голосов: 692 / 390 |
Добавлено: 26.12.2011 22:54:07
Это правильно 
А вот так делать не надо ни в коем разе.  |
||||
|
Offline |
|
|
Пользователь
Регистрация: 16.12.2011 Сообщений: 335 В друзьях у: 2 Голосов: 5 / 6 |
Добавлено: 26.12.2011 23:51:11
Caleithel,
И Вам спасибо на добром слове...) Просто сам убил кучу времени и материала - пока не добился отличных результатов. И считаю - что всё же лучше учиться на чужих ошибках, а свои шишки ещё придётся набивать в будущем на чём-то другом...))) Я когда начинал свою литейную практику - это мастерство было так засекречено ювелирами-литейщиками - хрен добьёшься ответа на какой-то вопрос, касающийся каких-то литейных моментов....была некая монополия...два-три литейщика на весь город держали все ювелирные мастерские в своих руках...и естественно пользовались безграничной властью....))))))))))))))) Литейка у меня центробежная, горизонтальная, равно-плечевая , с ручным приводом (шморгалка)...плавку произвожу непосредственно в опоке с помощью пропановой горелки... Да, по древнему, ...но за то - всё зависит от человеческого фактора - творчество рулит...))))))))))))
Изменено:
- 26.12.2011 23:51:49
|
|
Offline |
|
|
Пользователь
Регистрация: 16.12.2011 Сообщений: 335 В друзьях у: 2 Голосов: 5 / 6 |
Добавлено: 26.12.2011 23:55:13
Янис,
Янис, не знаю почему Вы со мною не согласны, но у меня прекрасно проливались опоки, которые стояли запакованные и месяц....)) |
|
Offline |
|
|
Пользователь
Регистрация: 11.05.2011 Сообщений: 6 В друзьях у: 0 Голосов: 0 / 0 |
Добавлено: 30.01.2012 19:48:32
Подскажите мудрые люди !
пришла установка DWS 008 (DC 550), на ход поставил, не без косячков, конечно, но все в ходу. Но теперь у начальства претензия к качеству поверхности, которую можно сформулировать так : "Мы на выставке видели подели, выращенные на данной машине, качество поверхности отличное - потому и купили. ПОЧЕМУ У НАС НЕ ТАКОЕ ?!?! " примерно так  и в самом деле качество - не очень. поставщик говорит что слоя 0,03 всех хватает за глаза. реально хорошая поверхность получилась с 0,01 - и тут же пятно на лотке. модели требуют ажурные и потому после отливки не везде мастер подлезть обработать может, да и не хотят руководители - на компе же можно все одинаково-зеркально сделать, а мастер на глаз какая у Вас поверхность после выращивания получается ? с какими параметрами растите, как к литью готовите и как после обрабатываете ? Пробовал помыть- высушить - и поколбасить в спиртовом растворе полимера - высушить. качество немного улучшилось, но и форма поплыла. Жду с нетерпением любой инфы Заранее благодарю |
|
Offline |
|
|
Пользователь
Регистрация: 10.07.2008 Откуда: Ижевск Сообщений: 4 В друзьях у: 0 Голосов: 0 / 0 |
Добавлено: 02.02.2012 20:43:49
Дмитрий Севас,
тоже бы хотелось послушать мнение мудрых-опытных людей по этому поводу) а так мы тоже ожидали от нее большего)) сейчас вовсю бьемся с литьем, по этому поводу читайте выше, я уже ко всем тут пристала) ставлю расти со слоями 0,03 обычно, для ооочень больших - 0,04. качество поверхности меняется незначительно, а вот следов на лотке сильно меньше. Пробовали печатать со слоями 0,01 - все равно остается слоистость, которую отлично видно на отлитом изделии и которую так же приходится устранять. а лоток убивается( так что мы смирились и сижу-аккуратненько выглаживаю полученную сеточку на модели уже в металле)) если не перестараться, ажур отстается жив, цел и вполне симметричен
Изменено:
- 02.02.2012 21:30:03
|
|
Offline |
|
|
Пользователь
Регистрация: 25.04.2008 Откуда: Донецк Сообщений: 791 В друзьях у: 7 Голосов: 76 / 7 |
Добавлено: 04.02.2012 18:14:19
Caleithel,
А ни чего не сделать, вот только наждачка и помогает.
Я не Шарли, Я Донбасс ! Пишите ЛС !
|
|
Offline |
|
|
Пользователь
Регистрация: 11.05.2011 Сообщений: 6 В друзьях у: 0 Голосов: 0 / 0 |
Добавлено: 28.02.2012 14:37:33
Странно ....
у всех все гладко пощло с этой машиной ? или каждый умирает в одиночку ? |
|
Offline |
|
|
Пользователь
Регистрация: 27.06.2012 Сообщений: 26 В друзьях у: 0 Голосов: 0 / 0 |
Добавлено: 26.10.2012 02:37:05
nadeyus uviju podrobniye obrazci DW 008,shtobi imet minimalnoye predstavleniye o kachestve,iz metalla koneshno
|
|
Offline |
|
|
Пользователь
Регистрация: 12.11.2010 Откуда: Харьков Сообщений: 928 В друзьях у: 11 Голосов: 249 / 17 |
Добавлено: 26.10.2012 23:01:48
А на что там смотреть? Качество печати через раз на пойдёт (и то на 3). Качество отливки - через 2 на третий и то не вся ёлка. Модели ограничены поддержками и возможностью роста на поддержках. Углы и мелкие детали все залиты и зализаны. Единственный выход резинить после полимера. И это наверно единственно хорошее приемущество. Ну и учесть что 008 на приводах работает, то и скорость не высокая. Хотя можете купить, опыт в любом случае получите.
Профессия изначально должна быть актом любви. И никак не браком по расчету.
|
|
Offline |
|
|
Пользователь
Регистрация: 14.11.2010 Сообщений: 277 В друзьях у: 2 Голосов: 13 / 2 |
Добавлено: 10.03.2014 17:53:11
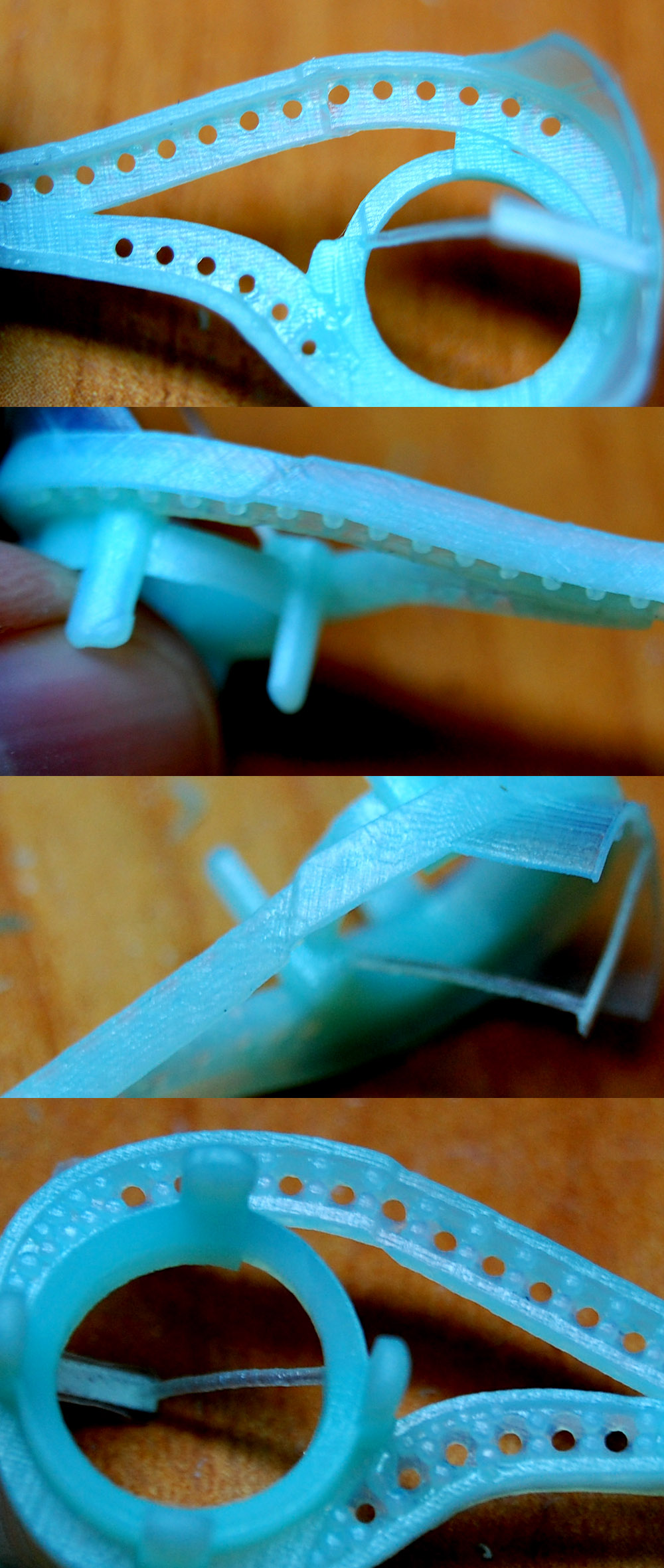
Подскажите, из-за чего может быть дефект выроста - часть модели выращена четко, в одном месте как-бы сместится слой и дальше снова - все четко. Смещение проходить на одном уровне через всю модель. Дефект был замечен на двух изделиях в одном столе и на разной высоте. Другие изделия выращены без проблем. Ванна в была мутновата - 4-й вырост на доном квадрате. Уcтановка - DW008, полимер - DC550.
Изменено:
- 10.03.2014 17:54:57
|
||
|
Offline |
|
|
Пользователь
Регистрация: 28.06.2005 Откуда: Москва Сообщений: 2244 В друзьях у: 12 Голосов: 426 / 102 |
Добавлено: 10.03.2014 19:47:33
Alfaurum, визуально похоже на стык разных деталей. Т.е. вначале рост идет с двух разных точках, потом они сходятся и образуется такая нестыковка, потом идет модель дальше строиться. Нужно попробовать по-иному поставить модель и изменить систему поддержек.
Я не вижу всей модели, но в пользу этого говорит поддержка, которая идет как раз из этого места. |
|
Offline |
|
|
Пользователь
Регистрация: 04.11.2011 Откуда: Алтай Сообщений: 362 В друзьях у: 4 Голосов: 91 / 11 |
Добавлено: 10.03.2014 20:02:29
Никакой ветер не будет попутным, если не знаешь куда плыть
|
||||
|
Offline |
|
|
Пользователь
Регистрация: 14.11.2010 Сообщений: 277 В друзьях у: 2 Голосов: 13 / 2 |
Добавлено: 11.03.2014 02:57:02
, спасибо за помощь. Но, похожий дефект возник в двух зеркальных серьгах на разной высоте (1). В местах дефекта поддрежек не было. Смещение было сквозь всю модель - и в дорожке с камнями - якобы тонком месте и возле каста - монолитном участке, который рос от литника, и с чем не соединялся (2). А что вообще могло привести к этому. Понимаю, что факторов может быть много, но хотелось бы понаблюдать и исключать хотя бы самые распространенные причины.
Изменено:
- 11.03.2014 03:07:06
|
||
|
Offline |
|
|
Пользователь
Регистрация: 08.05.2007 Откуда: Екатеринбург Сообщений: 76 В друзьях у: 0 Голосов: 1 / 0 |
Добавлено: 17.03.2014 23:09:48
alfaurum,
Мне кажется всему виной эта тоненькая перегородка которая оторвалась. Попробуйте ее изменить. Наискось поддежки не следует ставить они уводят модель. |
|
Offline |
|
|
Пользователь
Регистрация: 16.01.2013 Сообщений: 22 В друзьях у: 0 Голосов: 0 / 0 |
Добавлено: 13.05.2014 09:17:33
Доброго всем времени суток! Мне необходима помощь в обращении с машиной dws 028 и его полимером dc600:
У меня, когда я выращиваю модель с крапанами под закрепку камней в полимере, вертикальностоящие крапана вырастают такими как я их и задал (грибкообразные), если чуть они стоят под углом относительно рабочей поверхности, они очень сильно слизываются к верху модели, изза чего закрепка уже невозможна. Также нужны информация о наилучшей толщине задаваемого слоя, обработке уже выращенных моделей и прокалочного цикла этого самого полимера (а так же может специальная масса для него может быть). НО ТОЛЬКО не суйте пожалуйста рекомендации производителя! Если есть люди действительно знающие что со всем вышеперечисленным сделать - ответьте пожалуйста, крайне необходимая информация.[IMG] |
|
Offline |
|
|
Пользователь
Регистрация: 16.01.2013 Сообщений: 22 В друзьях у: 0 Голосов: 0 / 0 |
Добавлено: 13.05.2014 09:19:18
И еще есть вопрос: У итальянцев новая штука появилась :
IRIX Digital Stone® (типа камни выращивать в этой машине) никто не пробовал случайно?? Очень интересно мнение тех кто уже пробовал
Изменено:
- 13.05.2014 09:19:48
|
|
Offline |
|