На днях появились фото нового станка NS CNC Mira-MILL


Развернуть ⇓
zheskov63@gmail.com с уважением Александр Жесков (работаю на NS-CNC Evoc 200E)
|
Пользователь
Регистрация: 11.12.2012 Откуда: Самара Сообщений: 307 В друзьях у: 2 Голосов: 90 / 10 |
Добавлено: 11.01.2014 10:37:58
На днях появились фото нового станка NS CNC Mira-MILL
Развернуть ⇓
zheskov63@gmail.com с уважением Александр Жесков (работаю на NS-CNC Evoc 200E)
|
|
Offline |
|
|
Пользователь
Регистрация: 19.12.2009 Откуда: Это город на Неве. Сообщений: 748 В друзьях у: 0 Голосов: 262 / 236 |
Добавлено: 30.01.2015 23:12:10
Нет у него никаких отмазок, у них там свет рубили постоянно, напругу болтало с бешеной силой, из за этого он сутками от туда не вылазил и я с ним разговаривал и в два и в три часа ночи в тот момент когда он был за станком. Мастера, художники с большой буквы, - тфу.!
Изменено:
- 30.01.2015 23:14:44
CNC Magic the best of the world's tool for jewelers.
|
||
|
Offline |
|
|
Пользователь
Регистрация: 29.07.2014 Откуда: Ванкувер Сообщений: 148 В друзьях у: 0 Голосов: 169 / 0 |
Добавлено: 31.01.2015 00:05:06
Для пользователей Миры
Сделано небольшое дополнение к 5-осевому NS-Mach3 Добавлено: Кнопки для перемещения Incremental: A+180 A-180 A+90 A-90 B+180 Строка с именем и адресом файла с рабочими кодами, который загружен в программу. Скачать это все можно с нашего сайта из личного кабинета пользователя Миры |
|
Offline |
|
|
Пользователь
Регистрация: 12.12.2014 Сообщений: 345 В друзьях у: 4 Голосов: 178 / 10 |
Добавлено: 31.01.2015 01:37:03
Опять все пропустил. Отвечу по-порядку.
ancher 72, Ваши восковки - СУПЕР. И по дизайну, и по обработке. Ваши фотки - отдельная тема. Могу, сказать лишь то, что не многие ювелиры могут похвастаться столь продвинутыми навыками в фотографии. Maxim79, искренне рад тому, что есть сущности, в оценке которых мы сходимся. Буду рад развитию появившейся тенденции. Kyznes, мой пост -"БАлтун - находка для шпиона" - не был грубостью. И я рад, что Вы в один момент, уловили его смысл и увели в другую плоскость. Вы искушенной в спорах человек, но иногда не контролируете себя и допускаете ляпы. Янис - не уловил смысл, и поспешил продублировать Ваш ляп, а также отыскать грамматические ошибки, сам обладая при этом - ВЫСОЧАЙШИМ стилем письменного изложения мыслей. Так вот, для тех кто смысл не уловил. Я справедливо полагаю, что станки с ЧПУ - это не жаренные пирожки. И придумывать их рецепт и тут же жарить - ОДИН человек не в состоянии. Думаю, что как минимум, должен быть отдел разработки, участок подготовки, участок сборки, торговый отдел. На сегодняшний день ВСЯ ДОСТУПНАЯ ИНФОРМАЦИЯ - форум самоделкиных, где есть потухшая тема про пятиосевой мэджик. Один сотовый телефон Алексея, записанный в федеральном и городском питерском формате. Стухшая тема с ЭТОМ форуме. И собственно несколько человек, облюбовавших тему совсем про другие станки, НА перебой доказывающих, что мэджиК - самыл лучший в мире станок. Я не делаю ГРОМКИХ ЗАЯВЛЕНИЙ, всего лишь озвучиваю доступную ВСЕМ информацию. Я уже писал ВАМ, о том, что проблему с этими противоречиями информации о Вашем станке, мог бы разрешить любой известный торговый дом ювелирного оборудования. Который изучив ПРЕДЛАГАЕМОЕ рынку оборудование, принял бы решение - БРАТЬ на себя ОТВЕТСТВЕННОСТЬ, рискуя ИМЕНЕМ, или НЕТ. Тем самым, защитив покупателей от покупки "Кота в мешке". И тем более странно, что этого до сих пор не произошло. Ведь вы утверждаете - что Мэджик - ЛУЧШЕ, и при этом дешевле. Спасибо Всем |
|
Offline |
|
|
Пользователь
Регистрация: 17.06.2008 Откуда: Киев Сообщений: 542 В друзьях у: 3 Голосов: 234 / 6 |
Добавлено: 31.01.2015 01:49:15
stan_b,
ну вот мне сложно понять....., для кого эти очень важные кнопки? Для тех, кто не может в командной строке набрать нужную команду? Не пришей к...... рукав. Извините за грубость.
Измеряй микрометром. Отмечай мелом. Отрубай топором.
|
|
Offline |
|
|
Пользователь
Регистрация: 12.12.2014 Сообщений: 345 В друзьях у: 4 Голосов: 178 / 10 |
Добавлено: 31.01.2015 02:12:57
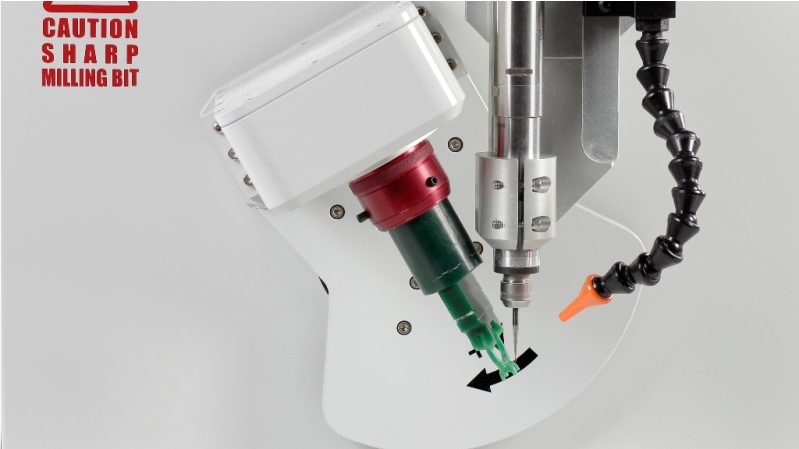
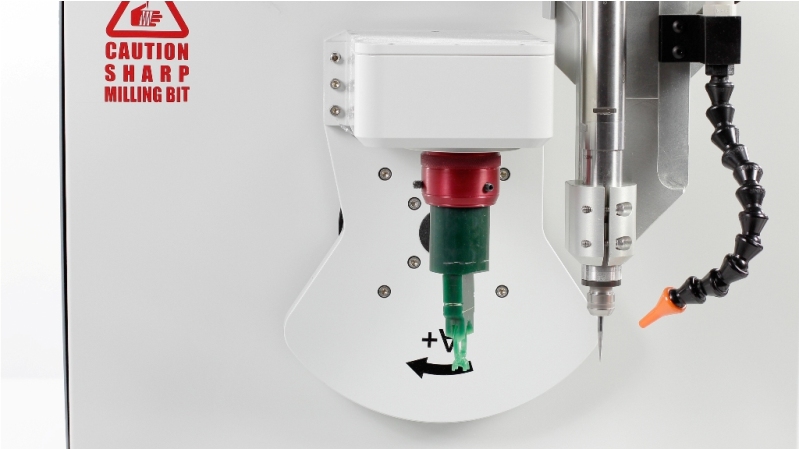
На октябрьской выставке в МОСКВЕ, где была представлена MIRA3 - активно обсуждался вопрос - о новой возможности MIRA3 - КОМФОРТНОЙ работе на углах до 150 градусов. MIRA2, как известно работает до 135. Я не мог оценить эту информацию на тот момент, не владея опытом применения пятиосевого станка. Но сейчас могу с УВЕРЕННОСТЬЮ говорить о том, что разработчики MIRA3 - сделали огромный шаг, учтя отзывы пользователей предыдущих станков, и уделив этому ОСОБОЕ ВНИМАНИЕ. Потому, что ИСТИННО ИСКЛЮЧИТЕЛЬНЫЕ возможности пятиосевого станка, на НА МОЙ ВЗГЛЯД, - проявляются именно на углах от 130 до 150. Следующие фотки - именно об этом. Это не ЛУИ ВИТОН, это инициалы заказчика - Леонид Викторович, Леопольд Венедиктович..... да мало ли. А клевер вверху - чтобы эмаль лучше держалась
 . Максимальный угол в стратегии 148. На симуляторе видно, что если бы не было бокового отлива у держателя шпинделя, можно было бы еще смело +5 градусов. (153) Так ВОТ на MIRE3 - этого отлива НЕТ. Это скорее подсказка для пользователей, что дальше - опасная зона. Восковка вырезалась ночью, поэтому сфоткать работу станка на этих углах - не получилось. Но обещаю, сделать это в ближайшее время - подобных печаток на очереди - достаточно. . Максимальный угол в стратегии 148. На симуляторе видно, что если бы не было бокового отлива у держателя шпинделя, можно было бы еще смело +5 градусов. (153) Так ВОТ на MIRE3 - этого отлива НЕТ. Это скорее подсказка для пользователей, что дальше - опасная зона. Восковка вырезалась ночью, поэтому сфоткать работу станка на этих углах - не получилось. Но обещаю, сделать это в ближайшее время - подобных печаток на очереди - достаточно.   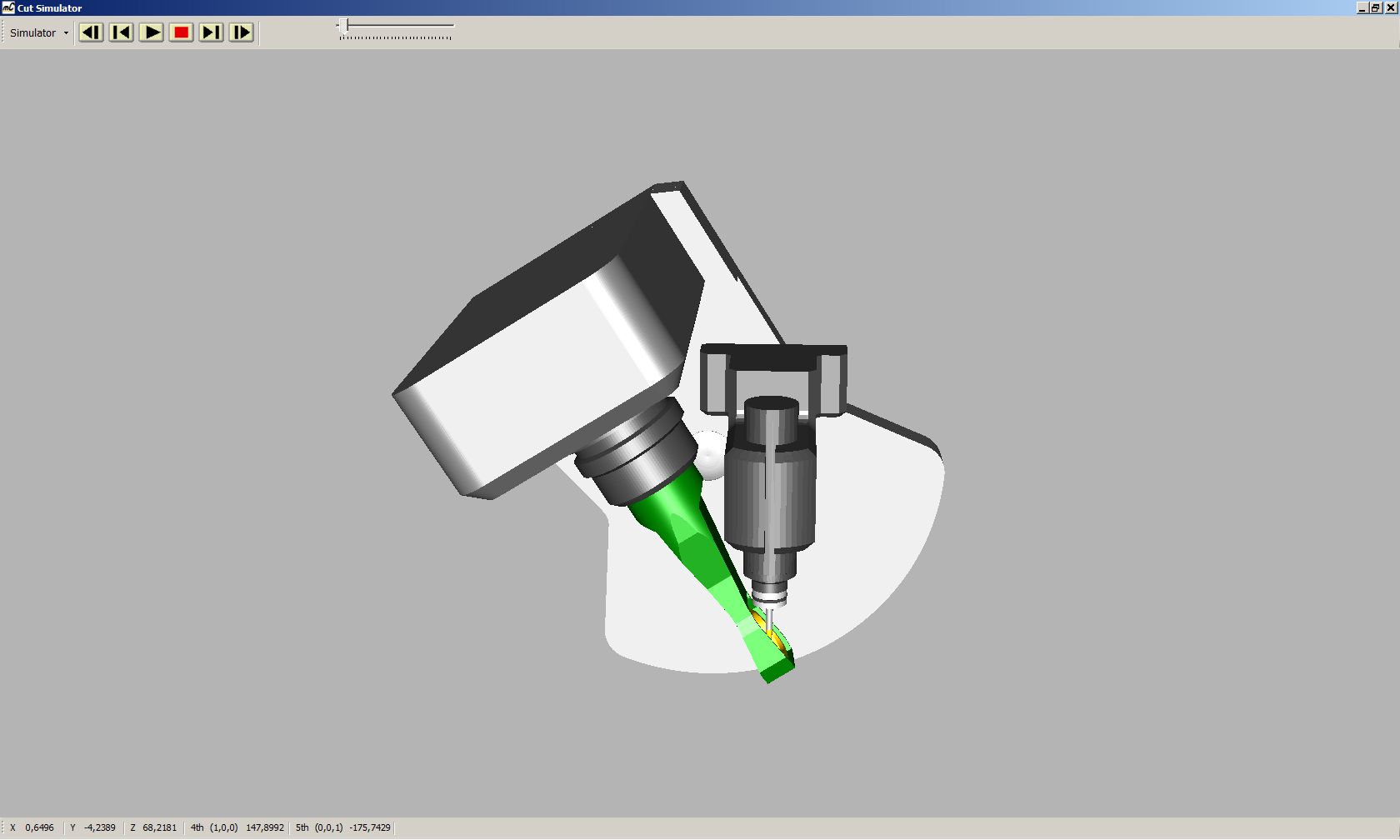 Всем хороших выходных. Команде NSCNC - приятных дней на предстоящей выставке, долгожданных встреч, добрых слов, новых знакомств. Сожалеею, что в столь редкие Ваши визиты в Россию - не удастся увидить Вас с Раймсом. Наверное, только осенью. Дмитрию - новых клиентов. Главное - не меняйте традиции - пусть НАШЕ сообщество прирастает ДОБРЫМИ и ЧЕСТНЫМИ людьми. Удачи |
|
Offline |
|
|
Пользователь
Регистрация: 12.12.2014 Сообщений: 345 В друзьях у: 4 Голосов: 178 / 10 |
Добавлено: 31.01.2015 03:29:11
|
||
|
Offline |
|
|
Пользователь
Регистрация: 17.06.2008 Откуда: Киев Сообщений: 542 В друзьях у: 3 Голосов: 234 / 6 |
Добавлено: 31.01.2015 03:47:02
Валерий, может я не стандартно мыслю, но на мой взгляд все таки проще вбить нужную мне команду руками, на все кнопок не наставишь, другое дело под кнопкой прятать скрипт.
Все, уже засыпаю, на сегодня я сдулся)
Измеряй микрометром. Отмечай мелом. Отрубай топором.
|
|
Offline |
|
|
Пользователь
Регистрация: 11.12.2012 Откуда: Самара Сообщений: 307 В друзьях у: 2 Голосов: 90 / 10 |
Добавлено: 31.01.2015 11:54:33
Всех участников и гостей форума с международным днём ювелира! успехов, заказов и благополучия во всем!!!
zheskov63@gmail.com с уважением Александр Жесков (работаю на NS-CNC Evoc 200E)
|
|
Offline |
|
|
Пользователь
Регистрация: 29.03.2012 Откуда: Харьков Сообщений: 886 В друзьях у: 8 Голосов: 149 / 27 |
Добавлено: 31.01.2015 13:10:12
OsinValeriy,
Можно было бы чего то сказать по этому поводу - но нельзя . Фотки уж очень сильно прилизаны . С трудом рассмотрел тракторный след по боку кольца , который мог появиться и по вине софта . Так что говорить о стыках в " отфотожопленной " картинке не представляется возможным . |
||
|
Offline |
|
|
Пользователь
Регистрация: 04.02.2014 Сообщений: 22 В друзьях у: 0 Голосов: 1 / 9 |
Добавлено: 31.01.2015 14:39:25
Изменено:
- 31.01.2015 14:41:07
|
||||
|
Offline |
|
|
Пользователь
Регистрация: 04.02.2014 Сообщений: 22 В друзьях у: 0 Голосов: 1 / 9 |
Добавлено: 31.01.2015 14:44:34
Применение оптических концевых датчиков применять в станках где есть пыль плохое решение . Почитайте хотя бы руководство к мач3
|
|
Offline |
|
|
Пользователь
Регистрация: 12.12.2014 Сообщений: 345 В друзьях у: 4 Голосов: 178 / 10 |
Добавлено: 31.01.2015 14:58:16
xgecnc,
Мужик, Тебя что с днем ювелира не поздравили. Нашел в тексте - ОДНУ описку. А зубы оскалил, как - будто на хвост наступили. В том тексте, в предыдущем предложении речь шла, как раз про повторяемость. А то слово, которое Тебе глаз замылило, действительно звучать должно было как ПОЗИЦИОНИРОВАНИЕ. Если тебе так легче. Хотя смысла общего это не меняет. Насчет концевых оптических датчиков - в MIRA3 - пыли нет. Я не разу не резал без СОЖ. Насчет энкодеров с оптическими датчиками - назови хоть один ювелирный фрезер с обратной связью по осям. А MACH3 - эту обратную связь с грамотной коррекцией обеспечить может? хдеЦНЦ |
|
Offline |
|
|
Пользователь
Регистрация: 12.12.2014 Сообщений: 345 В друзьях у: 4 Голосов: 178 / 10 |
Добавлено: 31.01.2015 15:24:45
А дошло - опять как до жирафа. Мы скоро увидим рождение еще одного "Самого лучшего станка в мире", разработанного и собранного в ГСК. И опять в нашей теме. Он (xgecnc) - уже ведь сообщал здесь, что знает как сделать ЛУЧШЕ ВСЕХ. Вот и подробности проясняются - у нового чуда - будет позиционирование по оптическим линейкам.
|
|
Offline |
|
|
Пользователь
Регистрация: 19.12.2009 Откуда: Это город на Неве. Сообщений: 748 В друзьях у: 0 Голосов: 262 / 236 |
Добавлено: 31.01.2015 15:40:28
 В честь праздника признаюсь вам, что эту восковку я выложил в надежде убить двух зайцев. Отдаю вам должное, что вы побороли искушение и не появились в теме, а РП либо проспал либо сильно занят. В связи с этим бурной и продолжительной дискуссии по этой восковке не получилось. Второй заяц:) это наглядный пример того, что может произойти если при включении станка не прогнать оси через датчик. Почему-то это, как то не доходит до вставших в строй новых фрезеровщиков. В данном примере я не прогнал оси через датчик при в ключении, а также траектории были посчитана на угол фрезы несколько отличного от реального. Все это не имеет отношение к юстировка станка.! Смешение полученное в результате составило 0.07мм примерно. Но у другого пользователя аналогичного станка оно может быть как меньше вплоть до нуля, так и больше. Все зависит от того в каком положении остаются двигатели относительно своего физического шага, если они остаются в физическом шаге, то при включении смешения осей не происходит. По поводу угольника, при включении станка я, в своем конкретном случае могу не выставлять ось А в ноль прибегая к последнему. Мне достаточно вбить определенную циферку на смешение оси и она четко встанет в  Почему я изложил выше. По поводу фото, Осин не надо лукавить:) Имея таку классную зеркалку вы выкладываете такое низкое разрешение. При этом это делаете не только вы а обсолютно все пользователи Миры как по команде. Ранее этого небыло и многие, в том числе и Раймс выкладывали фото в высоком разрешении на которых можно было увидите как стратегии так не значительные так и значительные нестыковки. Видимо поступила новая команда и "качество фрезеровки" возросло. Естественно мы примем такое же решение.
CNC Magic the best of the world's tool for jewelers.
|
||
|
Offline |
|
|
Пользователь
Регистрация: 12.12.2014 Сообщений: 345 В друзьях у: 4 Голосов: 178 / 10 |
Добавлено: 31.01.2015 16:08:27
kyznes,
Да, вас тоже с праздником. Насчет качества фоток - Вы правы. Оно не важное более чем. У меня нет хорошего штатива и освещения. Снимок был сделан с параметрами - диафрагма - 18 , выдержка 1/40 , зерно 320. Сами понимаете, что произодя макросъемку с такой выдержкой - сложно получить резкий снимок. И даже с такими параметрами - мне пришлось поднимать яркость в фотошопе. К тому же - я далек от профессиональной фотографии. Но буду рад научится. Поэтому - Ваши замечания по поводу Намеренности снизить качество снимков - беспочвенны. Даже более скажу - на выступах видно риску - это результат не очень грамотно выбранной стритегии. Но я ведь всего то два месяца с небольшим - знаком с пятиосевой технологией. А угол в 148 градусов - вообще применял впервые. И тезис мой был, как раз о этой возможности |
|
Offline |
|
|
Пользователь
Регистрация: 17.06.2008 Откуда: Киев Сообщений: 542 В друзьях у: 3 Голосов: 234 / 6 |
Добавлено: 31.01.2015 17:49:20
OsinValeriy,
присоединяйтесь к дискуссиям о фото, немного прокомментировал Ваши снимки
Измеряй микрометром. Отмечай мелом. Отрубай топором.
|
|
Offline |
|
|
Пользователь
Регистрация: 15.10.2008 Откуда: Столица ювелиров Сообщений: 527 В друзьях у: 1 Голосов: 6 / 1 |
Добавлено: 31.01.2015 19:03:15
Ювелиром не становятся, ювелиром рождаются.
|
||
|
Offline |
|
|
Пользователь
Регистрация: 04.11.2011 Откуда: Алтай Сообщений: 362 В друзьях у: 4 Голосов: 91 / 11 |
Добавлено: 31.01.2015 19:10:26
Никакой ветер не будет попутным, если не знаешь куда плыть
|
||||
|
Offline |
|
|
Пользователь
Регистрация: 15.10.2008 Откуда: Столица ювелиров Сообщений: 527 В друзьях у: 1 Голосов: 6 / 1 |
Добавлено: 31.01.2015 20:00:17
Воск был зелёный Матт, переплавленный с маслом. А вообще у друга тоже была такая беда из-за ВДшки, в его случае с трубками сиреневого цвета.
Ювелиром не становятся, ювелиром рождаются.
|
||
|
Offline |
|
|
Пользователь
Регистрация: 12.12.2014 Сообщений: 345 В друзьях у: 4 Голосов: 178 / 10 |
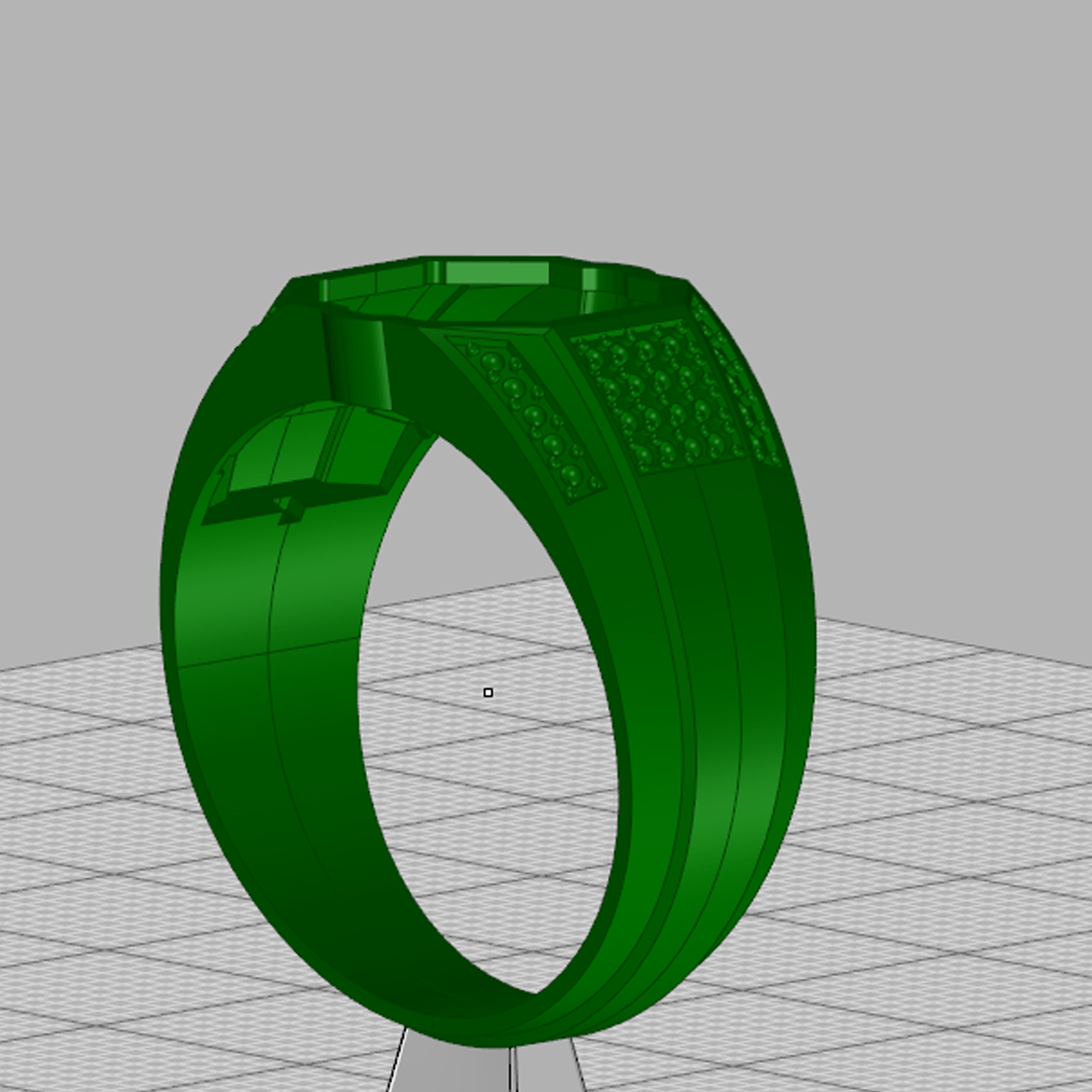
Добавлено: 03.02.2015 12:05:56
Всем привет, продолжаю публиковать фотки восковок-печаток с глубокими выборками, вырезанных на MIRA3. Максимальный угол стратегии 130.
   |
|
Offline |
|