Вчера шеф смотрел ее живьем на Евромолд
Развернуть ⇓
Я люблю всех людей! но некоторых с майонезом!
|
Пользователь
Регистрация: 10.02.2005 Откуда: Sydney Сообщений: 327 В друзьях у: 0 Голосов: 5 / 0 |
Добавлено: 30.11.2011 04:37:46
Вчера шеф смотрел ее живьем на Евромолд
Развернуть ⇓
Я люблю всех людей! но некоторых с майонезом!
|
|
Offline |
|
|
Пользователь
Регистрация: 10.01.2007 Откуда: Italia Valenza Сообщений: 31 В друзьях у: 0 Голосов: 1 / 0 |
Добавлено: 25.01.2013 19:11:52
 
Изменено:
- 25.01.2013 19:31:17
|
|
Offline |
|
|
Пользователь
Регистрация: 11.11.2012 Сообщений: 74 В друзьях у: 1 Голосов: 15 / 0 |
Добавлено: 25.01.2013 22:18:48
интересно, и почему у меня они ровные..... причем на plus39, может такова была исходная стл-ка? или Вы попросили растить без стандартных поддержек? все равно не ясно. на нелеченных стл-ках я получал артефакты преобразования в растр ввиде одной вертикальной ступеньки - ну так это мои ручки крючки в маджике не пролечили файл. А так вроде как и нормально все. Может это вообще не на асиге сделано? просто выглядит каким-то чудом.
фотки последуют.
Изменено:
- 25.01.2013 22:22:21
|
|
Offline |
|
|
Пользователь
Регистрация: 12.11.2010 Откуда: Харьков Сообщений: 928 В друзьях у: 11 Голосов: 249 / 17 |
Добавлено: 25.01.2013 23:58:31
На фото кажется что слои "уплыли", так ли это?
Да и наверняка "вилку" поддержку снизу запустить нужно было. Возможно я ошибаюсь.
Профессия изначально должна быть актом любви. И никак не браком по расчету.
|
|
Offline |
|
|
Пользователь
Регистрация: 11.11.2012 Сообщений: 74 В друзьях у: 1 Голосов: 15 / 0 |
Добавлено: 26.01.2013 15:24:36
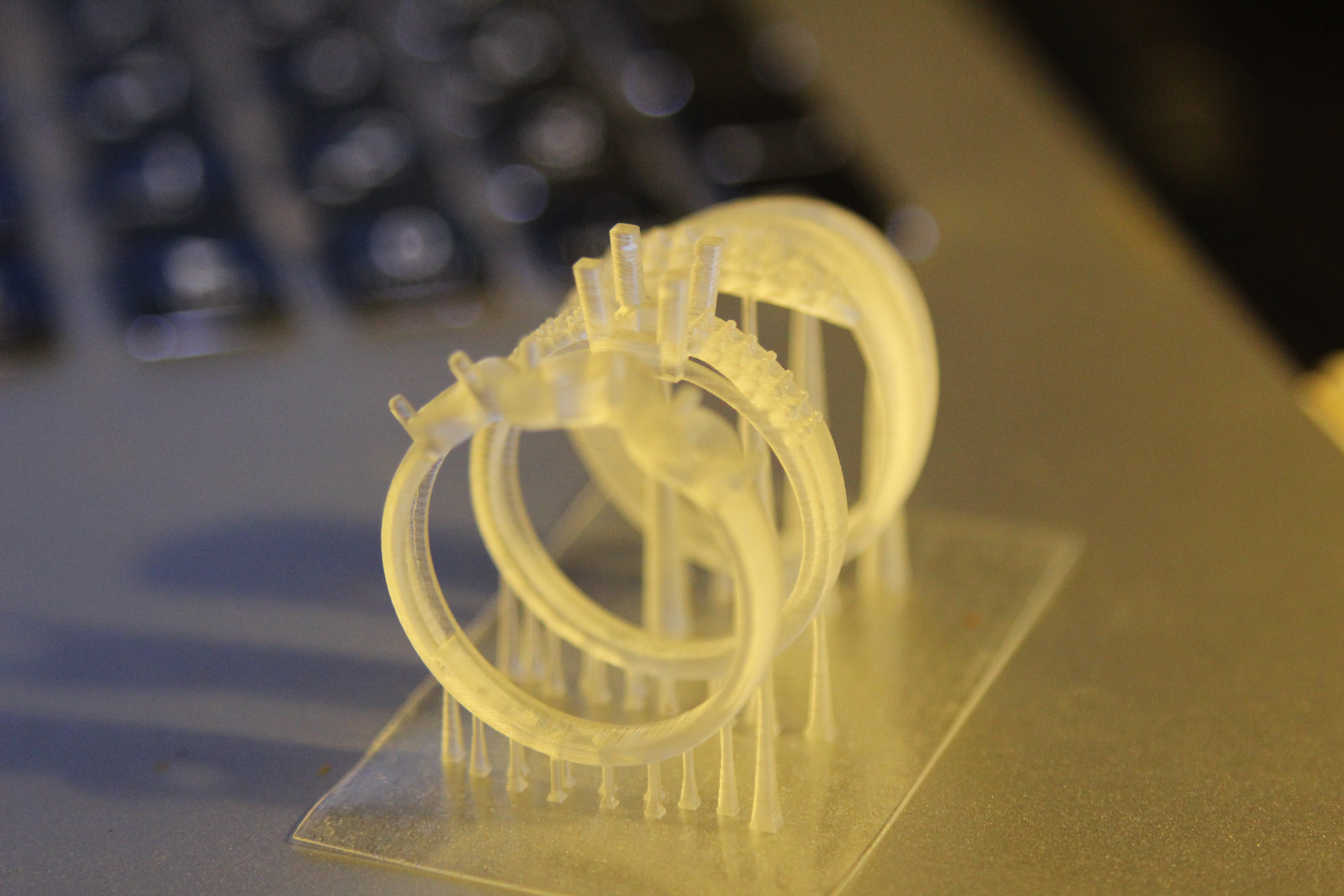
Первое фото немного плывет по контрасности в глубину, зато на верхней части переднего к зрителю кольца отлично виден рисунок образуемый слоями пластика.
Печать на асиге 39плюс (разрешение как у базовой модели, только поле больше), с шагом по вертикали 10 микрон. Белый пластик, время печати 12 часов (зависит от общей высоты расставленной в рабочем поле), поддержки расставлены автопилотом асиговским софтом (вероятно не оптимально, нужно было часть удалить и часть переставить). В настройках поддержек можно задавать кучу параметров для удобного демонтажа их после печати и минимизации ручной доводки. 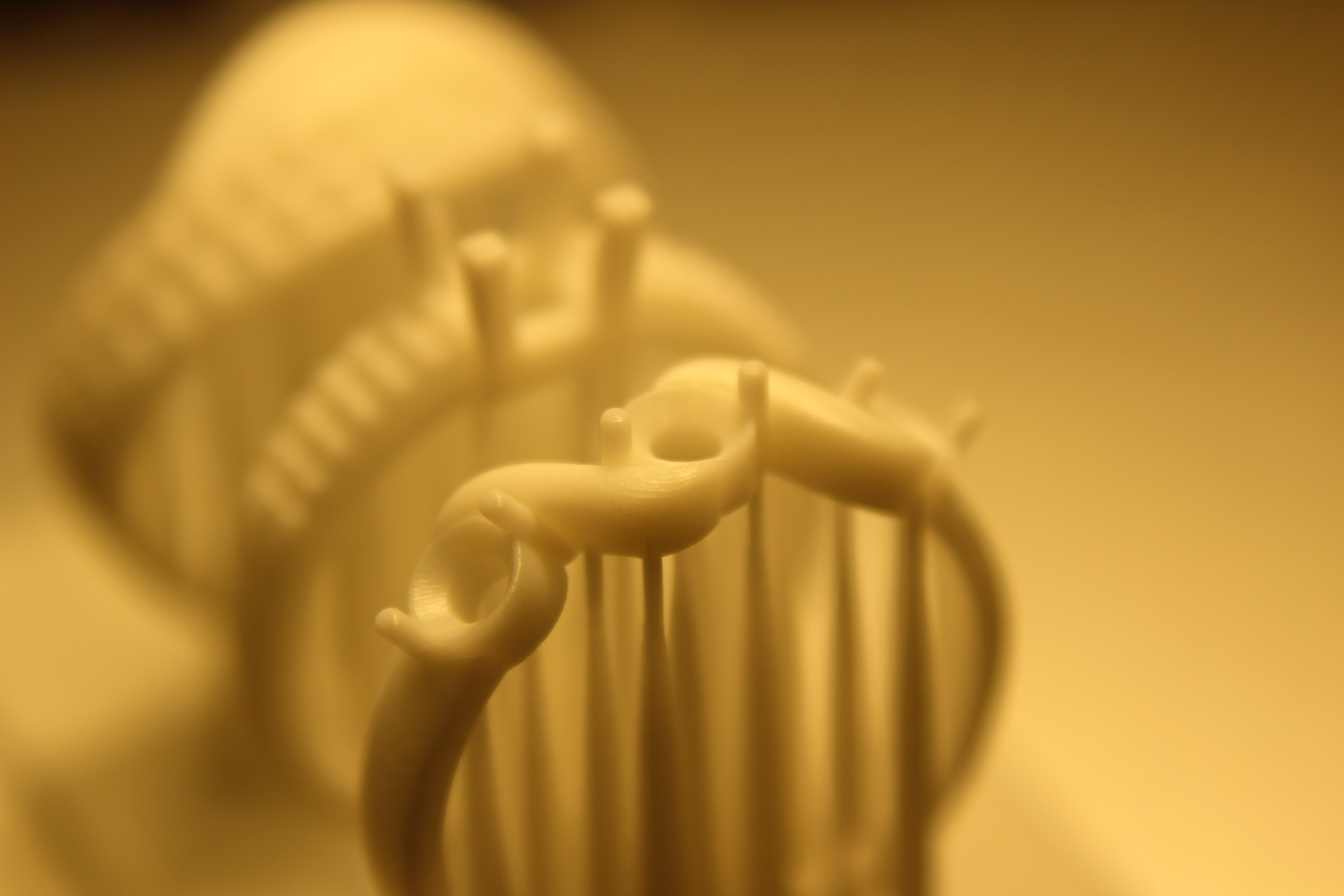 |
|
Offline |
|
|
Пользователь
Регистрация: 11.11.2012 Сообщений: 74 В друзьях у: 1 Голосов: 15 / 0 |
Добавлено: 26.01.2013 15:30:50
Еще пару фото с других ракурсов и с другим светом.
 и вот так  поскольку изначально планировалось сделать несколько вариантов на разном разрешении (цель печати - тест возможностей машинки), то далее меняя шаг по вертикали я заодно поигрался с поддержками, расставляя их как попало в ручном режиме. В целом все равно искажений не замечено, фото чуть позже, нужно их сделать а у меня пластик в отмывке еще купается, нет времени вытащить и под лампу сунуть. Т.е. будут также фото с шагом 25 и 50 микрон и также на прозрачном пластике, плюс с другими поддержками (в меньшем объеме). Возможно также попробую напечатать с шагом например 5 микрон, чтобы на этом с экспериментами в том числе и для себя на первое время закончить, т.е. определится как и что и на что влияет. В любом случае о кривостях, как на фото выше моих, речи не идет при любых режимах печати. Все настройки - базовые. |
|
Offline |
|
|
Пользователь
Регистрация: 11.11.2012 Сообщений: 74 В друзьях у: 1 Голосов: 15 / 0 |
Добавлено: 26.01.2013 15:44:33
В общем мне не известно способа, которым можно построить кривую модель, выглядящую как уплывшая, по крайней мере на этой машинке. Хотя допускаю, что если уменьшить время засветки, то из-за мягкости пластика он может поплыть при снятии и до засветки в уф-камере, но все равно крайне странно.
Например мои фотки выше - еще не "закрепленный" пластик. Он легко царапается к примеру, но уже не деформируется. Да, время печати той же тестовой композиции на шаге 25 микрон составило 5 часов для любого из двух пластиков (и для белого и для прозрачного), на шаге 50 микрон = 2 часа. На меньшем - еще не считал и не запускал - позже. Что интересно. Для общего образования так сказать. В инструкции (которой нет в природе) сказано, что дно ванны для пластика нужно иногда чистить от всякой хрени. При этом в прозрачном пластике все видно, а в белом - нефига. Сказано это в видеороликах размещенных на сайте в личном кабинете и поставляющихся на флешке с прибором так же. До сих пор я не понимал четко, когда же нужна такая чистка. При постоянной печати ничего левого на пленке не находил. Тем более, что при печати основы, происходит почти та же операция чистки - все рабочее поле засвечивается от отрывается от пленки. НО! ванна с прозрачным пластиком постояла тут неделю-полторы. И когда я ее вернул в прибор (хранится она в пылезащищающем контейнере, состав я не сливал, ибо лишь на короткое время вывел ее из работы), то увидел, что в рабочем поле есть некое звездочкоподобное образование, думал даже что это причудливая капля пластика с наружной, нижней стороны, но нет! это от хранения что-то застыло в рабочем поле. Что в принципе понятно, ибо засветка же расходится в толще материала (рассеяный свет), не кристализуя его, но возможно запуская какие-то процессы. Видимо за время хранения образовался центр кристализации и вокруг него "нарасло". Провел штатную чистку - все далее как положено, приступил к печати. Мораль - чистить дно нужно после хранения, или раз в ндцать дней. В белом пластике лучше перестраховаться, ибо такой штуки не разглядеть через него. Иначе можно порвать тефлон и потом иметь лишнюю головную боль оттиранию-отмыванию аварийной кюветы под ним стоящей (которая и призвана ловить разлив, если что). |
|
Offline |
|
|
Пользователь
Регистрация: 28.02.2006 Откуда: Волжский Сообщений: 4386 В друзьях у: 9 Голосов: 692 / 390 |
Добавлено: 26.01.2013 16:54:52
mikesh,
Весьма интересно, и очень хорошо если продолжите эту тему с подробностями.  |
|
Offline |
|
|
Пользователь
Регистрация: 11.11.2012 Сообщений: 74 В друзьях у: 1 Голосов: 15 / 0 |
Добавлено: 27.01.2013 18:12:20
Да я то конечно напишу... если будет что новое в экспериментальных данных, хотя искренне надеялся что гораздо больше информации будет от Сергея, раз уж они типа официальные дистрибьюторы и имеют реальный опыт работы с машинкой видимо много больше моего.
Сейчас печатается последний билд из 5ти экспериментальных. Все фотки сделаю. Выводы - тоже. Ну и по фоткам каждый сам сделает. |
|
Offline |
|
|
Пользователь
Регистрация: 11.11.2012 Сообщений: 74 В друзьях у: 1 Голосов: 15 / 0 |
Добавлено: 27.01.2013 18:35:00
Да, родным процессом вытопки прозрачного пластика от асиги рекомендована формомасса пластикаст от R&R
есть например тут: (ближе пока не нашел, хотя я не уверен, что она - оптимальна) прокалочный цикл (рекомендованный асигой) описан тут прошлый раз ссылку битую вставил. Пока, как писал выше, не пробовал. За отсутствием рекомендованной или другой "пластиковой" формомассы. В рекомендованный цикл - не верю, думаю его нужно делать длиннее на максимальной температуре. Теперь свежие наблюдения по самой машинке в рамках печати тестов. 1) белый пластик может дает лучшее качество ввиду того, что свет в нем менее проникает в толщу (краситель препятствует), однако краситель расслаивается с ним (перемешивать надо) и внутри образуются нитевидный и комковидные левые штучки. Мораль - наливать в ванночку минимум(как рекомендованно 5мм). Перемешивать, возможно фильтровать мелким ситом, дабы убрать оные артефакты из пластика. Дно ванночки чистить после остановки печати более чем на сутки - обязательно. (штатным процессом засветки-снятия пленки с тефлона). В целом это времени много не отнимает. 2) скрипит немного винт вертикального перемещния рабочей плоскости, думаю надо аккуратно швп смазать, но ничего производитель про это не говорил. Запрощу у поддержки, что они на этот счет думают. |
|
Offline |
|
|
Пользователь
Регистрация: 11.11.2012 Сообщений: 74 В друзьях у: 1 Голосов: 15 / 0 |
Добавлено: 27.01.2013 18:40:51
Еще одно наблюдение, которое может быть полезно при реальной работе:
настройка родной программы позволяет задавать разные варианты подложки, к которой прирощены модели. Можно сделать ее сплошную, либо по тени деталей, разной толщины. Сплошная - удобнее. Рекомендованная толщина по умолчанию 0.2мм, я рекомендовал бы ставить 0.3 Чуть жестче, менее гнеться, меньший шанс повредить или деформировать еще не закрепленные уф-лампой изделия при снятии с машинки. Если толще - будет тяжело снять, будет хрупкой. А 0.2 слишком гибкая (вот сейчас на свежих фото будет видно). И имхо удобнее всего ставить изделия на отросток литника (тут я этого не делал, использовал модели как мне их любезно предоставили для тестов), тогда изделие прочно фиксируется на плоскости и можно уменьшить число поддержек вплоть до нуля в некоторых случаях (что уменьшает пост-обработку). |
|
Offline |
|
|
Пользователь
Регистрация: 11.11.2012 Сообщений: 74 В друзьях у: 1 Голосов: 15 / 0 |
Добавлено: 27.01.2013 18:57:03
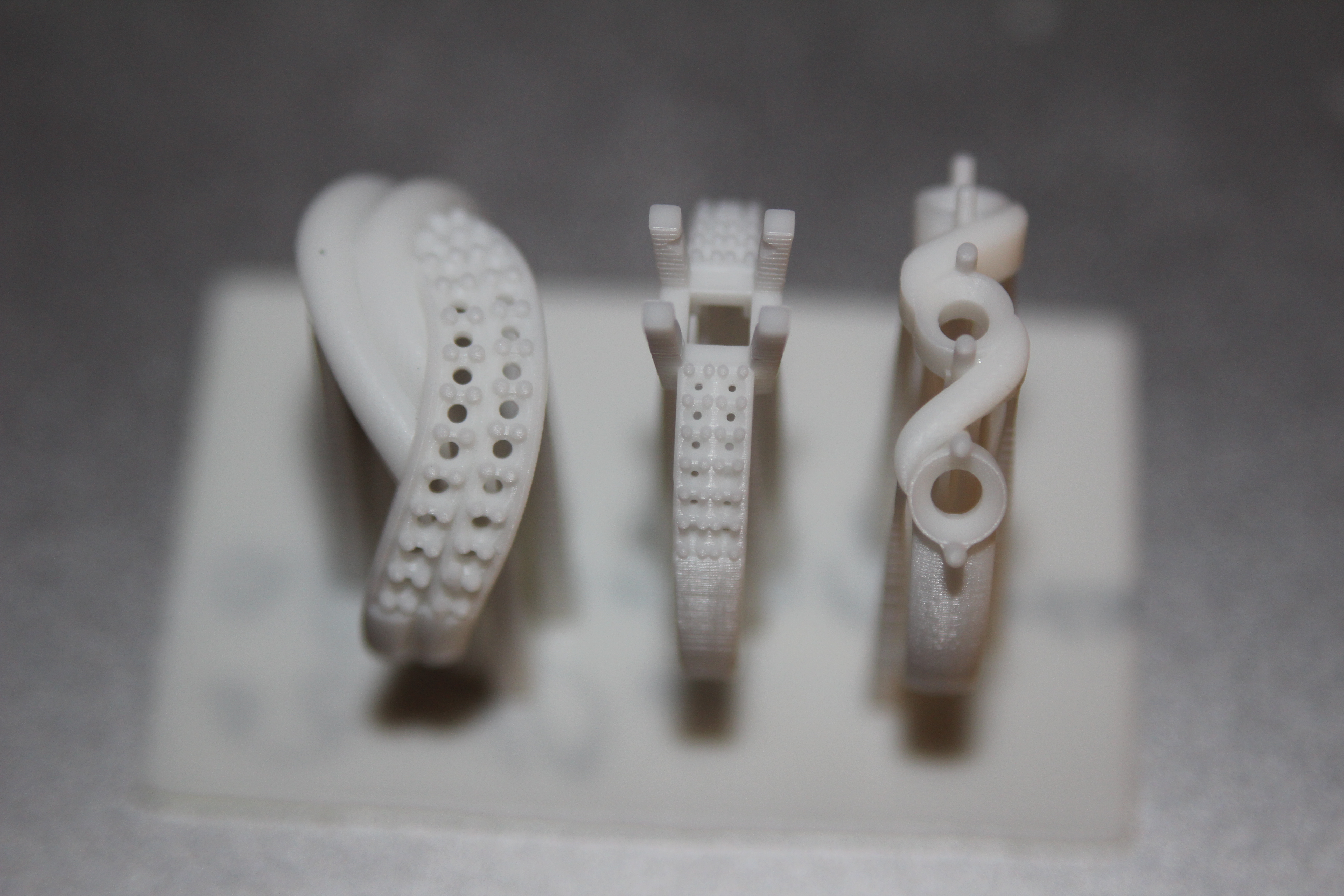
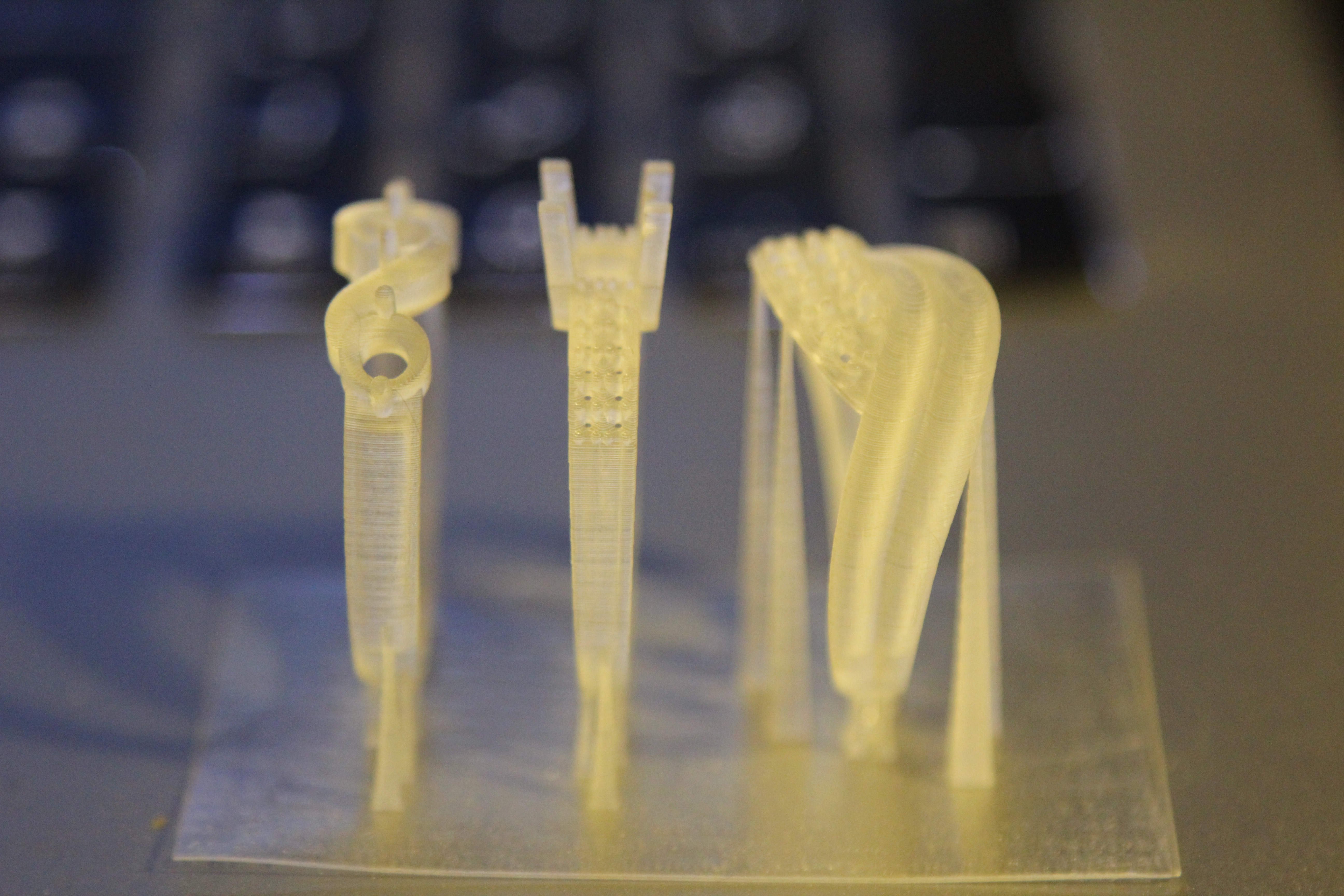
шаг 25 микрон(по вертикали), пластик прозрачный и белый, поддержки как-то халявно расставлены в ручную, некоторые оторвались при снятии с машинки.
на второй фотке видно то, что я описал выше про толщину основания. Тут основание 0.2 - слишком мягкое. 25 микрон это типа самый мелкий из рекомендованных (ниже ставится редактированием строки в меню свойств, из стандартных предлагается 25 и 50 За качество фото - извиняюсь, лучше без бубна не получается.
Изменено:
- 27.01.2013 19:05:46
|
|
Offline |
|
|
Пользователь
Регистрация: 11.11.2012 Сообщений: 74 В друзьях у: 1 Голосов: 15 / 0 |
Добавлено: 27.01.2013 19:10:03
  |
|
Offline |
|
|
Пользователь
Регистрация: 12.11.2010 Откуда: Харьков Сообщений: 928 В друзьях у: 11 Голосов: 249 / 17 |
Добавлено: 27.01.2013 19:38:46
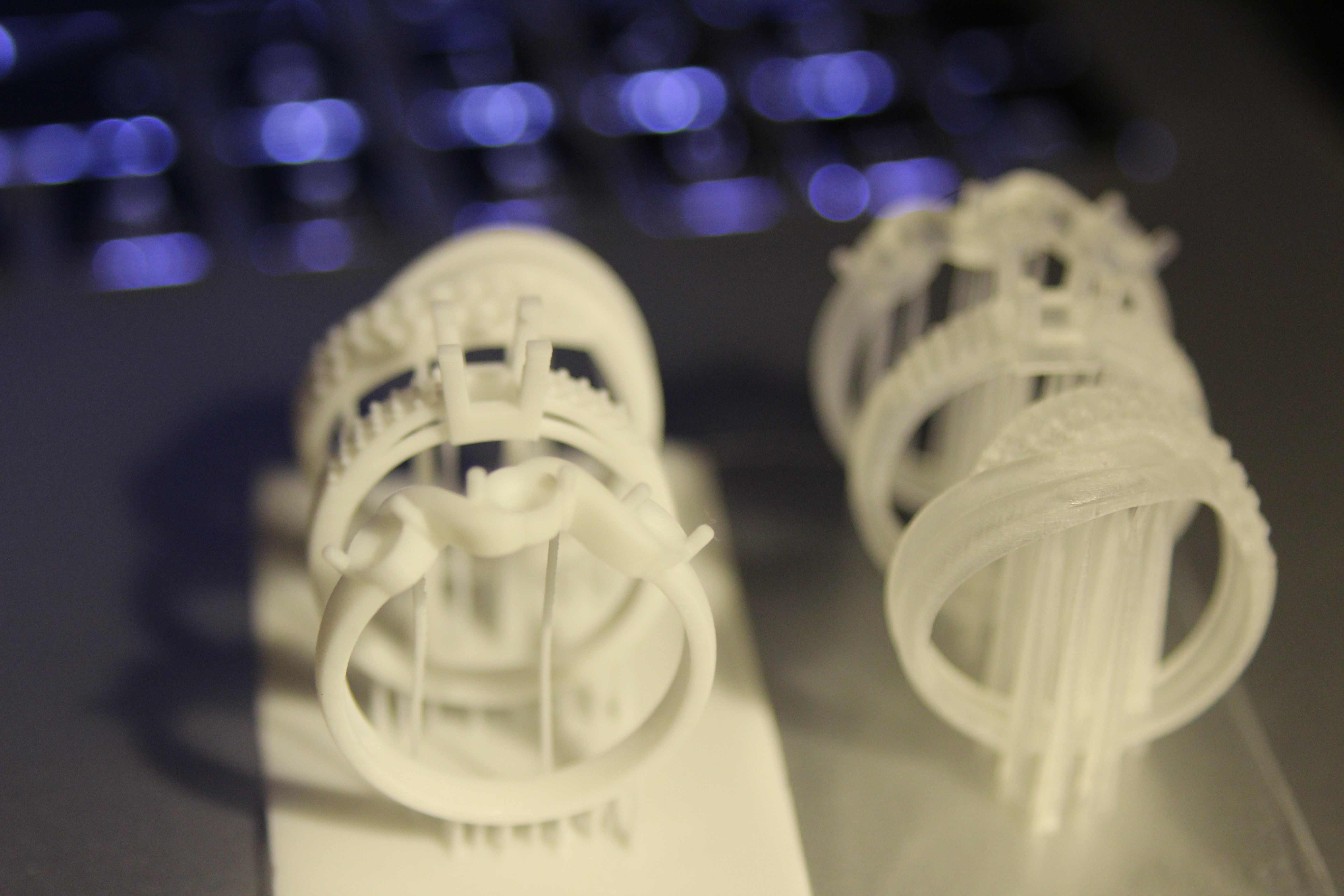
Михаил, помоему отличное качество! И каст с высокоми крапанами не уплыл и окна в кольце выросли. Там на одной модели "грибкообразные" крапана, интересно на них под микроскопом глянуть.
Ну а вобщем вроде очень всё красиво, особенно без поддержек всё смотриться.
Профессия изначально должна быть актом любви. И никак не браком по расчету.
|
|
Offline |
|
|
Пользователь
Регистрация: 11.11.2012 Сообщений: 74 В друзьях у: 1 Голосов: 15 / 0 |
Добавлено: 27.01.2013 20:00:09
Мне в целом тоже нравится. Даже на 25 микрон (а это в целом быстро все же выходит).
Поддержки возможно стоит ставить до асиговского композера. Не удобно в нем. Постоянно куда-то липнут, либо насквозь проходят, короче им еще дорабатывать его немного надо. Поддержек нужен минимум реально. и как у них комозер делает - место контакта точечное, если основание упирается опять в модель (утолщенная нога), то оно расходится на 4 тонких точки контакта, которые удобно срезать и полировать. Но на фрезере  красивее (в смысле качества поверхности) правда есть масса вещей, которые, кроме как ростом, ничем не сделать. Да и хлопот меньше - кнопку надавил и пошел спать. красивее (в смысле качества поверхности) правда есть масса вещей, которые, кроме как ростом, ничем не сделать. Да и хлопот меньше - кнопку надавил и пошел спать.Кстати у меня растишка стоит на рабочем столе дома. Работает настолько тихо, что спать не мешает. Ну и по фоткам видно, что рабочее поле использовано не целиком, туда бы еще влезло при аккуратном размещении в притык. Правда оно у меня увеличенное (поскольку это 39плюс модель). |
|
Offline |
|
|
Пользователь
Регистрация: 11.11.2012 Сообщений: 74 В друзьях у: 1 Голосов: 15 / 0 |
Добавлено: 27.01.2013 20:47:50
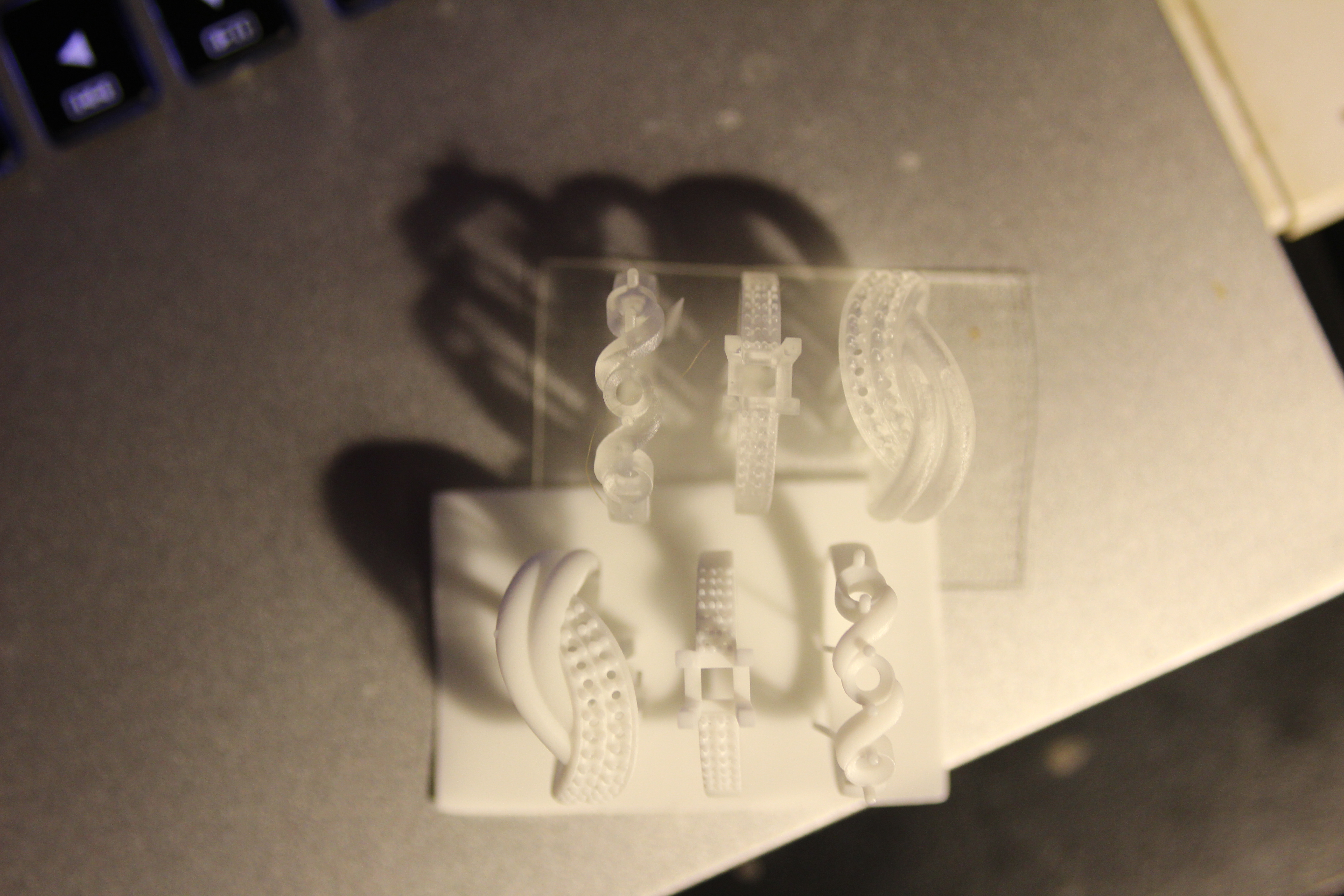
  50 микрон, прозрачный пластик, шаг по вертикали, в двух крайних кольцах поддержек внутри нет - все при этом ровное. следующее фото будет завтра, и последнее, с шагом 5 микрон. Подозреваю что кардинального улучшения это не даст, но для теста попробовать стоит, чтобы галочку поставить. |
|
Offline |
|
|
Пользователь
Регистрация: 11.11.2012 Сообщений: 74 В друзьях у: 1 Голосов: 15 / 0 |
Добавлено: 27.01.2013 21:10:08
если при отправке задания на печать стоит галочка, указывать техническую информацию на подложке(по умолчанию она стоит), то на ней печатается имя задачи, посланной на печать, размер пикселя (для моей машинки 39) и размер шага по Z(вертикали), на фото на прозрачном пластике это слегка видно. Это позволяет различать разные принты пока модельки не срезаны с поддержек. Шрифт достаточно мелкий, но читается свободно без оптики.
|
|
Offline |
|
|
Пользователь
Регистрация: 11.11.2012 Сообщений: 74 В друзьях у: 1 Голосов: 15 / 0 |
Добавлено: 27.01.2013 21:22:57
Да, еще надо понимать, что мы можем играться в ряде случаев с тем, что смотрим наверх модели, если это не кольца а что-то плоское и оно плашмя входит в рабочее поле машинки, то расположив в горизонтали можно прилично улучшить качество, оставив артефакты от слоев - на боковом ребре. При этом печать займет много меньше времени (определяется толщиной зоны печати по вертикали). Ну с поддержками при этом возможны варианты. Например совсем плоское можно просто печатать и снимать со стекла без подложки, хотя в месте съема может образоваться микроскол. Т.е какой-нибудь кулончик можно просто плюхнуть, и через короткое время (десятки минут, а при толстом слое и меньше) снять готовое.
В общем еще бы нормально вытапливаемый полимер.... Народ, есть ли у кого родные настройки выращивания для фотополимера DC-400 ? сейчас приедет скоро еще одна асиговская бутыль и с ней новая чистая ванна, хочу купить дс-400 и попробовать его в работе и выплавке. |
|
Offline |
|
|
Пользователь
Регистрация: 16.05.2006 Откуда: Челябинск Сообщений: 1666 В друзьях у: 10 Голосов: 221 / 5 |
Добавлено: 27.01.2013 22:05:51
mikesh, полезное пишите, низкий поклон ... держите в курсе

С Уважением, Егор.
|
||
|
Offline |
|
|
Администратор
Регистрация: 07.12.2004 Откуда: Москва Сообщений: 2047 В друзьях у: 11 Голосов: 79 / 7 |
Добавлено: 27.01.2013 22:46:34
Красный выжигаемый полимер ожидаем получить вместе с новой установкой до конца недели.
Будем стараться в Питере на выставке строить из него. Время впритык, надеемся успеть с доставкой. В любом случае, через пару недель шлите свои файлики, построим тем, кто готов отлить и выложить здесь фотки. |
|
Offline |
|
|
Пользователь
Регистрация: 11.11.2012 Сообщений: 74 В друзьях у: 1 Голосов: 15 / 0 |
Добавлено: 27.01.2013 23:42:14
Было бы совсем здорово, если бы он был в продаже а не в штучном флаконе для Вас, хотя надеюсь это все же скоро как-то решится, просто опять который месяц решается.
|
|
Offline |
|