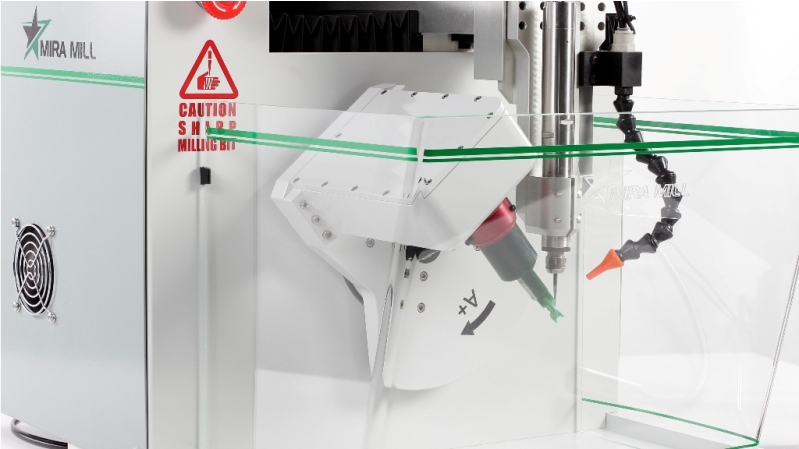
На днях появились фото нового станка NS CNC Mira-MILL


Развернуть ⇓
zheskov63@gmail.com с уважением Александр Жесков (работаю на NS-CNC Evoc 200E)
|
Пользователь
Регистрация: 11.12.2012 Откуда: Самара Сообщений: 307 В друзьях у: 2 Голосов: 90 / 10 |
Добавлено: 11.01.2014 10:37:58
На днях появились фото нового станка NS CNC Mira-MILL
Развернуть ⇓
zheskov63@gmail.com с уважением Александр Жесков (работаю на NS-CNC Evoc 200E)
|
|
Offline |
|
|
Пользователь
Регистрация: 12.12.2014 Сообщений: 345 В друзьях у: 4 Голосов: 178 / 10 |
Добавлено: 12.12.2014 16:09:33
dazerd,
Если окажусь полезным - тел. в посту Выше |
|
Offline |
|
|
Пользователь
Регистрация: 09.01.2012 Сообщений: 187 В друзьях у: 1 Голосов: 16 / 0 |
Добавлено: 12.12.2014 16:36:17
Янис,
а так много пустого пространства на восковках выфрезеровано для чего? просто для фото хорошего фото? |
|
Offline |
|
|
Пользователь
Регистрация: 02.03.2009 Сообщений: 293 В друзьях у: 0 Голосов: 5 / 1 |
Добавлено: 12.12.2014 16:46:18
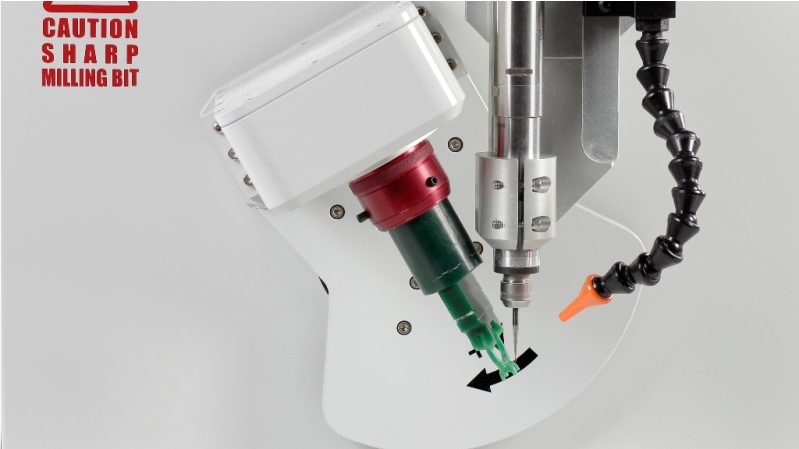
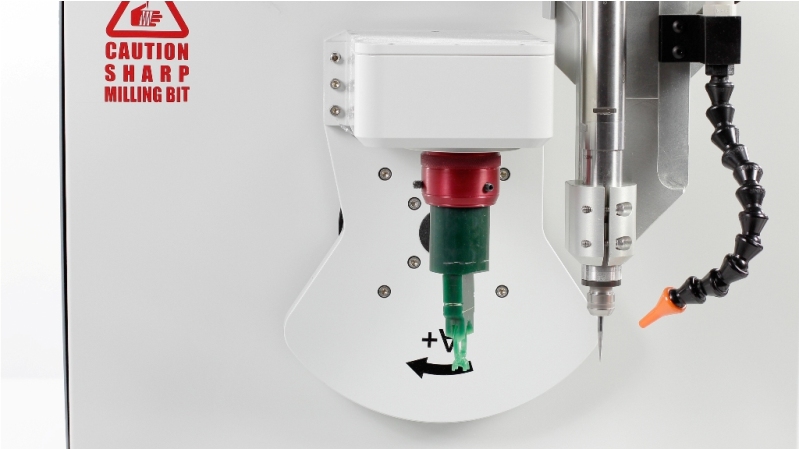
На страничке из Технологии фрезеровки не увидел синенького девайса, торчащего из шпинделя. Не просветИте, для чего он?
|
|
Offline |
|
|
Пользователь
Регистрация: 12.12.2014 Сообщений: 345 В друзьях у: 4 Голосов: 178 / 10 |
Добавлено: 12.12.2014 16:48:49
|
||
|
Offline |
|
|
Пользователь
Регистрация: 12.12.2014 Сообщений: 345 В друзьях у: 4 Голосов: 178 / 10 |
Добавлено: 12.12.2014 16:58:22
Max N.C.,
Сей синий девайс, если вы про мое фото - это такая приспособа, наверное появившаяся не без участия Раймса. Удобно вставлять фрезу - и наверное менять сломавшуюся. В данном случае она надета на фрезу с единственной целью - защитить её самую во время протирки станка. Хотя может этого делать и не следует. Потому как если вдруг случайно запустить шпиндель - можно испортить настроение нижнему опорному подшипнику в самом этом шпинделе. Как то так |
|
Offline |
|
|
Пользователь
Регистрация: 12.12.2014 Сообщений: 345 В друзьях у: 4 Голосов: 178 / 10 |
Добавлено: 12.12.2014 17:32:33
dazerd,
Спасибо за перевод MadCAM. И хотя уже в основном со всем разобрался - все равно очень кстати. |
|
Offline |
|
|
Пользователь
Регистрация: 12.12.2014 Сообщений: 345 В друзьях у: 4 Голосов: 178 / 10 |
Добавлено: 12.12.2014 17:32:43
Люди, если у кого есть опыт и наработки по глюкам SWARF profiling из 5extra - хотел бы обсудить. В частности о засечках при обработке внутренних граней. 5extra - это наверное именно то, что меня без прямой обязанности в разработке УП - реально заинтересовало в MadCAM и заставило начать с ним знакомство .
DriveSurface - это чума. Только возможностью использования NURBS поверхностей(скорее даже самих образующих сплайнов UV), а так же произвольных кривых и самостоятельно выставленных любого количества векторов оси фрезы к этой кривой (5-axis scribing) - делает этот хобби-плагин - мощнейшим инструментов, обставившим многие реально коммерческие и инженерные Cam-среды. Хотя жрет ресурса PC неимоверно. И глюков хватает. Вот у меня есть некоторые соображения как эти глюки обходить, но эти приемы достаточно - емки по времени, посему хотел бы познакомиться сдесь с человеками, кого это так-же интересует. Тем более, как сообщили в NS-CNC в новую версию madCAM (специально для ювелиров и пользователей MIRA) - важные инструменты из 5extra будут поставляться с самим станком без доп оплаты. Правда какие точно инструменты войдут не знаю - ждать осталось пару дней - обещали прислать. |
|
Offline |
|
|
Пользователь
Регистрация: 28.02.2006 Откуда: Волжский Сообщений: 4386 В друзьях у: 9 Голосов: 692 / 390 |
Добавлено: 12.12.2014 21:39:21
 |
||
|
Offline |
|
|
Пользователь
Регистрация: 29.07.2014 Откуда: Ванкувер Сообщений: 148 В друзьях у: 0 Голосов: 169 / 0 |
Добавлено: 12.12.2014 22:25:13
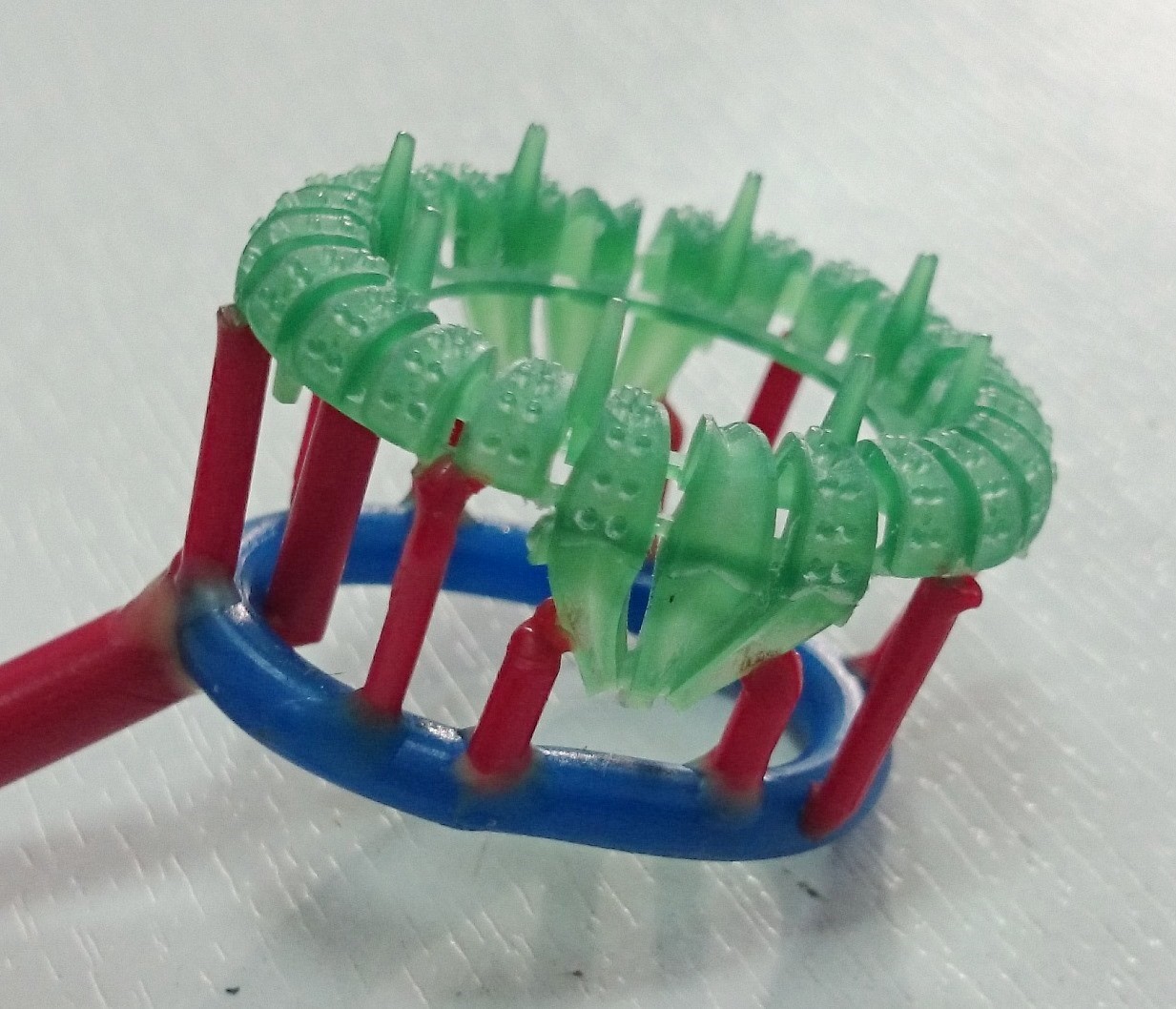
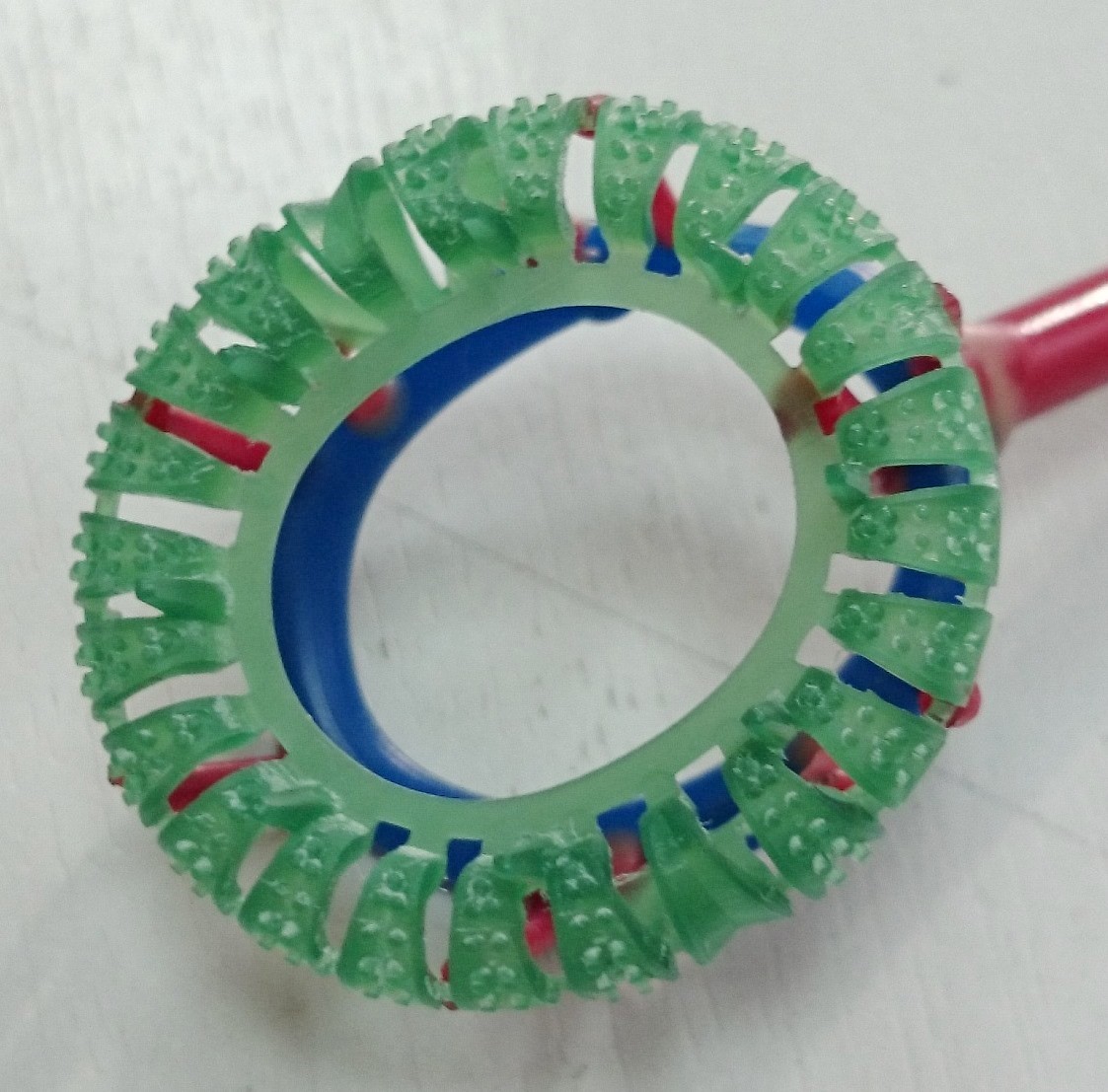
Продолжение серии фотографий восковок от Татьяны (фирма "Ринго", г. Екатеринбург)
Изменено:
- 12.12.2014 22:37:06
|
|
Offline |
|
|
Пользователь
Регистрация: 17.06.2008 Откуда: Киев Сообщений: 542 В друзьях у: 3 Голосов: 234 / 6 |
Добавлено: 13.12.2014 00:53:24
Измеряй микрометром. Отмечай мелом. Отрубай топором.
|
||||||
|
Offline |
|
|
Пользователь
Регистрация: 02.05.2012 Откуда: Екатеринбург Сообщений: 760 В друзьях у: 1 Голосов: 157 / 51 |
Добавлено: 13.12.2014 08:35:21
Татьяне еще учиться и учиться
 , такие штуки сразу с литниковой системой резать лучше, чтобы не портить модель таким срамом, да и метала гораздо меньше нужно будет на литье, что в условиях кризиса очень актуально будет , такие штуки сразу с литниковой системой резать лучше, чтобы не портить модель таким срамом, да и метала гораздо меньше нужно будет на литье, что в условиях кризиса очень актуально будет  |
|
Offline |
|
|
Пользователь
Регистрация: 02.05.2012 Откуда: Екатеринбург Сообщений: 760 В друзьях у: 1 Голосов: 157 / 51 |
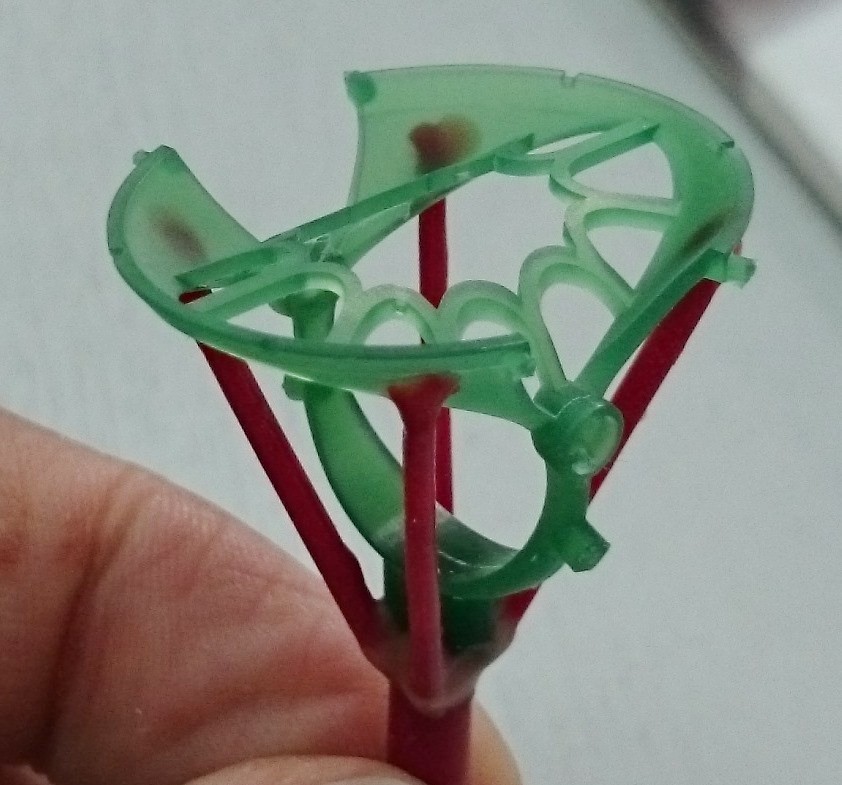
Добавлено: 13.12.2014 08:55:16
Для Татьяны: что-то наподобие такой литниковой системы, отлично проливается и литейщик не испахабит


Изменено:
- 13.12.2014 08:56:14
|
|
Offline |
|
|
Пользователь
Регистрация: 11.12.2012 Откуда: Самара Сообщений: 307 В друзьях у: 2 Голосов: 90 / 10 |
Добавлено: 13.12.2014 13:11:24
УХ! Сколько многА букАФ......!!!!
OsinValeriy, Да Валерий я вас узнал! добро пожаловать на этот веселый форум, последнее время я здесь в роли читателя, т.к. вопросов уже практически не возникает, а отвечать на ворпосы других тут и без меня много специалистов (коим кстати я себя не считаю). Жду ваших восковок на обозрение. шнэк, по поводу литников с Вами в чем-то согласен, а в чем-то нет. согласен в том что продумывать литниковую систему надо заранее это факт, сейчас когда у нас на производстве появилась литейка, я прежде чем резать спрашиваю где сделать литнички или пенечки под них. не согласен с тем вариантом который Вы предложили по двум причинам: 1. значительно увеличивается время фрезеровки, а клиенту как правило надо как можно дешевле. 2. больше требуется металла на вход, как правило мне литейщик говорит, что такой круговой литник ни к чему, а порой от него только лишние сложности.
zheskov63@gmail.com с уважением Александр Жесков (работаю на NS-CNC Evoc 200E)
|
|
Offline |
|
|
Пользователь
Регистрация: 12.12.2014 Сообщений: 345 В друзьях у: 4 Голосов: 178 / 10 |
Добавлено: 13.12.2014 14:27:03
|
||
|
Offline |
|
|
Пользователь
Регистрация: 28.02.2006 Откуда: Волжский Сообщений: 4386 В друзьях у: 9 Голосов: 692 / 390 |
Добавлено: 13.12.2014 14:30:25
|
||||
|
Offline |
|
|
Пользователь
Регистрация: 12.12.2014 Сообщений: 345 В друзьях у: 4 Голосов: 178 / 10 |
Добавлено: 13.12.2014 15:16:38
Янис, Спасибо, понятно, хотя ничего не понятно. в случае с 5 осями - время на разработку и просчет УП может значительно превышать время самой фрезеровки. А насчет G-code от заказчика - наверное в Хабаровске я с этим вряд ли столкнусь. Наш босс увидел возможности SWARF - сейчас мало-того что все внутренние грани говорит хочу - еще и засечки делай
|
|
Offline |
|
|
Пользователь
Регистрация: 12.12.2014 Сообщений: 345 В друзьях у: 4 Голосов: 178 / 10 |
Добавлено: 13.12.2014 15:59:30
В итоге вот такое несложное колечко превращается в приличное количество УП



|
|
Offline |
|
|
Пользователь
Регистрация: 02.05.2012 Откуда: Екатеринбург Сообщений: 760 В друзьях у: 1 Голосов: 157 / 51 |
Добавлено: 13.12.2014 16:11:05
|
||
|
Offline |
|
|
Пользователь
Регистрация: 12.12.2014 Сообщений: 345 В друзьях у: 4 Голосов: 178 / 10 |
Добавлено: 13.12.2014 16:45:28
Еще один шедевр Технологии Художественной Обработки Металла, Янис теперь она и меня преследует

|
|
Offline |
|
|
Пользователь
Регистрация: 28.02.2006 Откуда: Волжский Сообщений: 4386 В друзьях у: 9 Голосов: 692 / 390 |
Добавлено: 13.12.2014 19:40:36
|
||
|
Offline |
|